COST ESTIMATING SERVICE
![]() ►
►![]() ►
►![]() ►
►![]() ►
►![]()
Management poptávek
ROZPOČTY ve strojírenství

 ► Kontakt: advisory.centre@seznam.cz
► Kontakt: advisory.centre@seznam.cz
Vítejte na webu o rozpočtování a cenových nabídkách
Pracovní zkušenosti: 30 let zkušeností ve strojírenském průmyslu.
Oceňování komplexní výroby, svařování, montáží, technologie, návrhy materiálů, rozvoj obchodu.
Cenová nabídka: Cena je hlavním základním kritériem při posuzování nabídek v obchodní soutěži.
| Přehled oceňovaných produktů a služeb | |||||||
| A výrobky | |||||||
| 1 | Standardní zámečnické výrobky | ||||||
| 2 | Ocelové kostrukce hal, mostů, kovovýroba pro stavby (Fe FeCr, Al) | ||||||
| 3 | Obrábění, obráběné dílce strojů a zařízení | ||||||
| 4 | Složité svařence, rámy strojů a zařízení | ||||||
| 5 | Důlní průmysl a technika, těžní věže, klece, drtiče, třídičky, násypky, dopravníky | ||||||
| 6 | Hutní průmysl, vysoké pece, pánvové pece, konvertory, mísiče, licí pánve, zásobníky, ohřívače, potrubí hlavního tahu, víka EOP | ||||||
| 7 | Chemický a vodárenký průmysl, rozvody médií, skladovací nádrže, kulové nádrže, ČOV, kolony, reaktory | ||||||
| 8 | Energetika, teplárenské kotle, parní bubny, výměníky, EKO, LUVO, MeS, komory, potrubí, odsíření atd. | ||||||
| 9 | Jaderná energetika, reaktory, parogenárotry, kompenzátory objemu, rekuperátory a ostatní komponenty | ||||||
| 10 | Zařízení válcoven, kontilití, tratě, navíječky, odvíječky, válcovací kazety, nůžky, převážecí vozy, zakladače | ||||||
| 11 | Oceňování CNC výroby z tenkoplechu ( Trumatic, Trumabend), drátěný program, klempířské výrobky | ||||||
| 12 | Oceňování TZB, rozvody a IS sítě budov. | ||||||
| 13 | Oceňování AUTOMOTIVE, sériová a hromadná výroba | ||||||
| B práce | |||||||
| 14 | Oceňování konstrukčních prací, ceny projektu, výkresů, výpočtů | ||||||
| 15 | Oceňování technologických prací, přípravy rozpisek, výkazů materiálů, postupů | ||||||
| 16 | Oceňování a normování základních operací výroby dle středisek - pálení, dělení mat., kompletace, svařování, nátěry | ||||||
| 17 | Oceňování obrábění | ||||||
| 18 | Oceňování montáží | ||||||
| C doplňkový servis | |||||||
| 19 | Tvorba či kontrola normativů | ||||||
| 20 | Tvorba ceníků a cenových databází | ||||||
| 21 | Tvorba dodavatelských databází | ||||||
| 22 | Tvorba odběratelských databází | ||||||
| 23 | Kontrola a návrhy svarů v dokumentaci, 1 pol. = 1x A4 | ||||||
| 24 | Technologické, směrné a montážní postupy, 1 pol. = 1x A4 | ||||||
| 25 | Navrhování materiálů pro výrobky | ||||||
| 26 | Navrhování sazeb, stanovení režijí | ||||||
| 27 | Návrh a implementace kalkulačních vzorců pro společnosti | ||||||
| 28 | Návrh a implementace kalkulačních vzorců společnosti s návaznosti na extrakci dat pro kontroling, výstupy pro SAP, ORACLE | ||||||
| 29 | Návrh a implementace cenové a prodejní strategie | ||||||
| 30 | Poradenská činnost, výpomoc při auditech | ||||||
| 31 | Doučování angličtiny A1 – B2 / C1 | ||||||
| 32 | Webconsulting | ||||||
| Cena bude sjednaná dle skutečného rozsahu prací a složitosti zadání | |||||||
Jak to funguje a co mám dělat?
Které položky co znamenají?
-
1-13 zpracování klasické kalkulace jako podkladu pro cenovou nabídku na celé výrobky z uvedených branží, tj. nákladové a prodejní ceny.
-
14-18 zpracování kalkulace pouze pro vybrané speciální práce či úkony.
-
19-22 vytváření velice užitečných tabulek, ceníků, normativů.
-
23-25 práce technologické přípravy.
-
26-29 práce ekonomické a obchodní povahy.
-
30-32 speciální úkony a služby.
01 Nejdříve potřebuji vědět, co potřebuji.
02 Zašlu podklady, nejlepší jaké mám.
03 Odladíme detaily, dopřesníme zadání.
04 Dozvím se cenu za udělání ceny.
05 Beru, nebo nechám býti...
Podmínky pro provádění rozpočtářských prací
informace pro poptávající, pravidla, FAQ
-
Nabízená služba je realizace cenových kalkulací, nabídek, technického a obchodního poradenství.
-
Kolik to bude stát? Cena za tuto službu se sjednává vždy předem
Podle rozsahu a míry složitosti práce. Podle kvality podkladů. Podle požadovaného termínu.
-
Splatnost u většího objemu prací či delší spolupráce je dle uzavřené dohody - kontraktu, u drobnějších akcí či jednorázových poptávek vždy předem.
-
Není možné plnit požadavky typu cvičná kalkulace zadarmo. Příslušný čas totiž mohu věnovat platicím klientům. Pokud chcete cvičnou kalkulaci i za tu se musí zaplatit. Zkuste si v restauraci požádat o cvičný oběd zdarma nebo v ordinaci u zubaře o cvičnou opravu zubu zdarma. Co vám řeknou?
-
To máš za chvíli, to nic není... Jak ten, co neumí normování může onormovat složitou práci cenaře? Pokud to nic není, spočítejte si to sami.
-
Kdy to tedy bude hotové? Poptávající pošle podklady a na základě toho se dozví cenu za zpracování a termín. Všechno má samozřejmě své limity. Jsou -li výkresů stovky a jedná se rozsáhlé složité zařízení a termín pro VŘ jen pár dní, je někdy možno dát rychlou cenu na základě zkušeností nebo podle odhadu podobného výrobku. Někdy to možné není, zvláště obsahuje-li zadání řadu dílů nakupovaných, jež je potřeba seriózně poptat a subdodavatelé mají cca 1 -3 týdny na zpracování dílčích nabídek, popřípadě je nezpracují vůbec. V takových případech je termín pro cenovou nabídku označen za nereálný a je potřeba jednat o jeho posunutí nebo nabídku vůbec nezpracovávat. Tomu se říká posouzení rizik při zpracování CN.
-
Kvalita předaných podkladů. Jaké podklady - taková cena. Je naprosto v pořádku, že u větších projektů klient šetří na dokumentaci a zadání má pak omezený rozsah. Zde jsem schopen poradit a zpracovat dokument jemuž se říká KONSTRUKČNÍ NABÍDKA , tj. definovat výrobní standardy, navrhnout materiály, metalurgii, zkoušky, zpracování, povrchové ochrany, pořídit orientační kusovníky atd. Ale upozorňuji, že tato vysoce odborná práce zabere dosti času a tím pádem kalkulace bude stát něco navíc. Všechno má ovšem svoje hranice a tak v případě zadání typu " uřežte mi tyčku asi takhle dlouhou" je pořízení přesné ceny jaksi nemožné. Základem je tedy snažit se získat maximum informací.
-
Srovnávání nesrovnatelného. Různé výrobní společnosti mají různé provozní podmínky a tudíž různé náklady. Pak při porovnávání mohou být zjištěny rozdíly, že firma XY má cenu vyšší o 30% oproti firmě AB při stejném zadání a rozsahu u stejného výrobku. Každá kalkulace je individuální věc.
Příklad ocenění podle požadavků na kvalitu:
Poptávka kladívek 500gr, cena dle provedení.
A, Low end - hlava CK45, rukojeť topol, vhodné na jednorázové akce, vydrží do záruky, no ručka možná uletí dřív, takže bude na výměnu...cena 60 Kč/ks!
B, Standard - hlava CrV ocel, rukojeť dub, klín plochý, cena 120 Kč/ks
C, Advanced - hlava tř. 19505, rukojeť hloh mořený, klín trubkový, cena 690 Kč/ks.
D, High end - hlava z wolframové oceli napařené titanem ve vakuu, rukojeť karbon + antivibrační kevlar, cena 5890 Kč/ks.
Proto to stojí kolik to stojí...
... k tomu nabízíme tyto množstevní slevy...dále je to na Vás...
Zde bych rád vysvětlil nejprve základní rozdíl kalkulace a kalkulace:
1. Ekonomická: Vypočítává se dle nákladového vzorce, režie - odbytová, správní, zásobovací, technologická atd. Toto nemá nic společného s děláním rozpočtu na konkrétní výrobek či službu, přestože je (ne však nutně) jeho podřízenou součástí.
2. Rozpočtová: Kalkulace pro cenovou nabídku, souhrn všech vstupů které obsahuje konečná nabídková cena, (materiál, mzdy, provozní náklady, kooperace, VRN, zkoušky, plánované marže atd.).
Víte kolik Vás stojí kilogram vytaveného kovu do svaru určitých parametrů ?
Znáte jaké položky jsou v rozpočtu pevné a jaké pohyblivé, tzn. že se o nich dá jednat ?
Máte přehled o procentu prostojů v kusové a malosériové výrobě v návaznosti na naběhlé náklady ?
Myslím, že v dnešní době by se každá strojírenská společnost měla o tyto otázky zajímat a hledat na ně odpovědi.
Prohlášení: Protože se jedná o tvůrčí činnost, která je obtížně nějak normovatelná, ceny se sjednávají smluvní dohodou podle předem zadaného rozsahu a složitosti prací. Cenové nabídky jsou vypracovávány v nejkratším možném čase při zohlednění maximálního množství dostupných podkladů. Objednatel může v vlastním zájmu urychlení nabídky poskytnout tyto podklady nebo jejich části sám, má-li je k dispozici. Při termínech VŘ se takřka v 100% stává, že kooperační nabídky (nabídky přijaté) nutné pro kompletaci CN nejsou včas k dispozici, proto mohou být odhadnuty, je však nutno počítat s rezervou na nepředvídané události. Zhotovitel je povinen objednatele na tyto skutečnosti upozornit. Objednatel je povinen (ve vlastním zájmu) včas sdělit ostatní okolnosti, které by mohly mít vliv na tvorbu CN, třeba požadavky vyplývající z obchodního jednání, počet kol VŘ, jednací rezerva. Zhotovitel dále čestně prohlašuje, že nebude zpracovávat tzv. zakázky kolizní kde by na něj vstupovala 3 strana se stejným požadavkem (přednost má kdo zadal požadavek dřív), ani postupovat třetí osobě dostupné informace.
Zde uvádím přehled oblastí, kterými se zabývám z technologicko obchodního hlediska:
1. Obrábění
Oceňování opracovaných dílů, podsestav a sestav, strojů a zařízení včetně VIC, montáže a zkoušek mechanických linek.
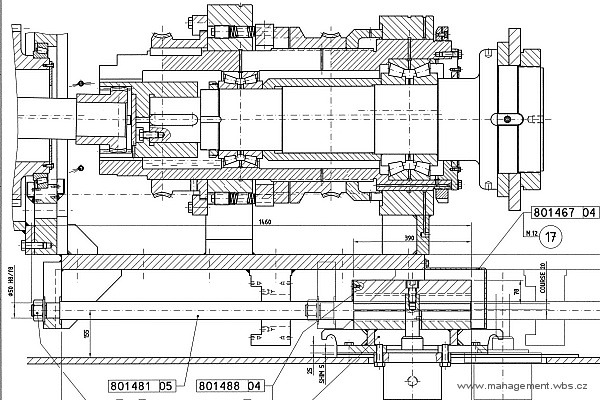
Obrábění je královská disciplína strojírenství, proto je zde na prvním místě. Při cenotvorbě záleží o jaký typ výroby se jedná, jestli kusovou, sériovou nebo hromadnou. Větší série vyžadují časové snímky a pořízení normativů. Spotřeba času na vlastní ocenění je úměrná míře složitosti a kvalitě podkladů, viz výkresy níže:
.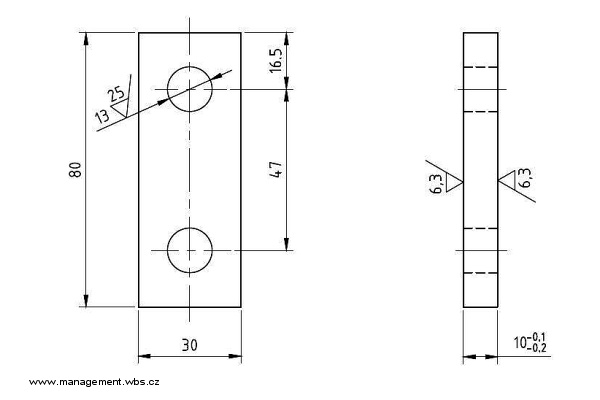
Na detailech záleží. Zde je klasický příklad jednoduché položky, kde při 4 ks trvá nacenění několik sekund, kdežto při 400 000 ks je to již několik dnů, neboť je potřeba řešit uspořádání pracoviště, materiálové toky, manipulace, přepravu, formáty atd.
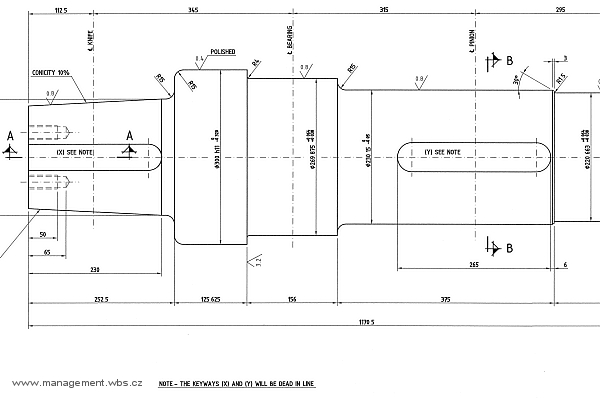
Výřez detailu běžné hřídele, kde je potřeba přihlédnout ke stupni přesnosti, tepelnému zpracování a dalším náležitostem vyplývajícím z tg. postupu.
Návary na materiálech mohou i z poměrně jednoduchých podsestav udělat mimořádně komplikovanou položku, zvláště jedná-li se o plátování tvrdokovy, nerez duplexními ocelemi, povlakování povrchů a podobně. Cena potom odpovídá užitým jakostem...
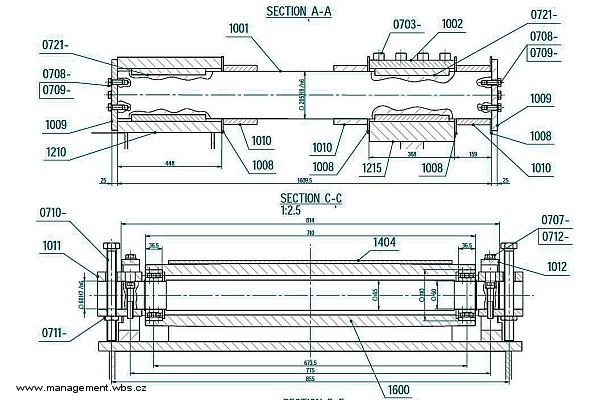
Podsestavy strojů a zařízení vyžadují zahrnout nakupované položky, ocenit dílenskou montáž a zkoušky chodu, pokud jsou požadovány jako součást přejímky.
Jednodušší podsestava komponentů z mechanického celku...
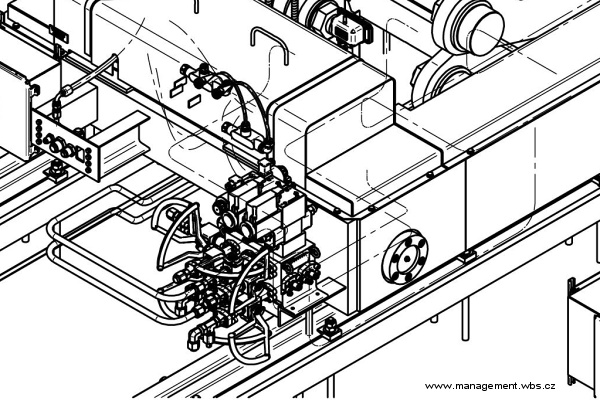
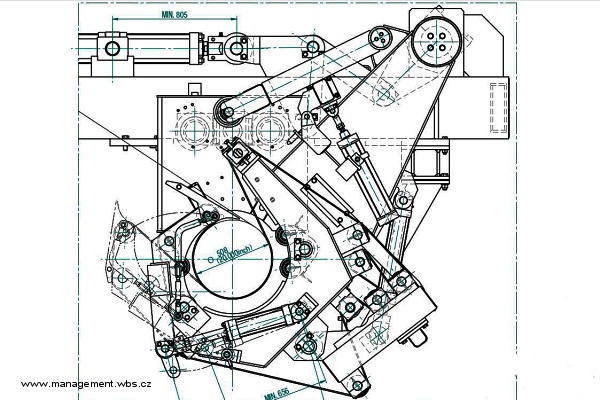
Některé detaily hydrauliky bývají "výživné"...
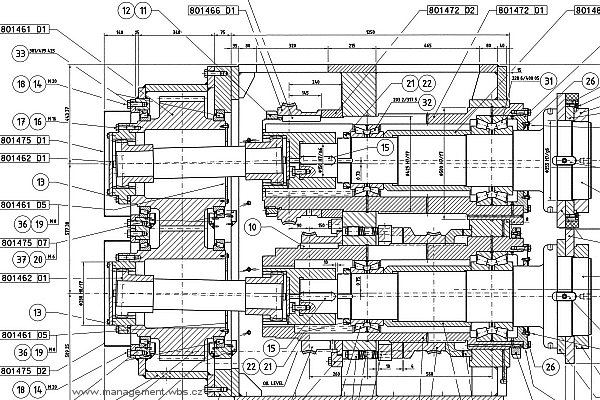
Složitějsí sestavy mají až několik desítek položek a vyžadují přesné kusovníky.
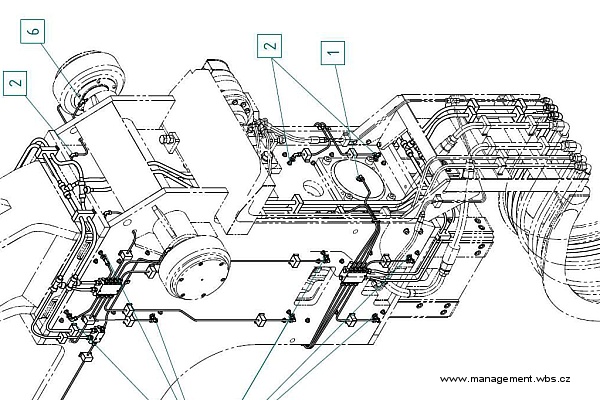
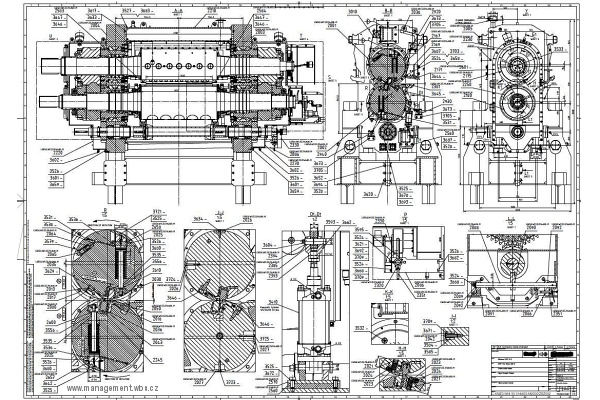
Strojní zařízení mají až několik set položek dělených do souborů mechanických, hydraulických, pneumatických, elektro atd. Každý soubor se pak oceňuje zvlášť.
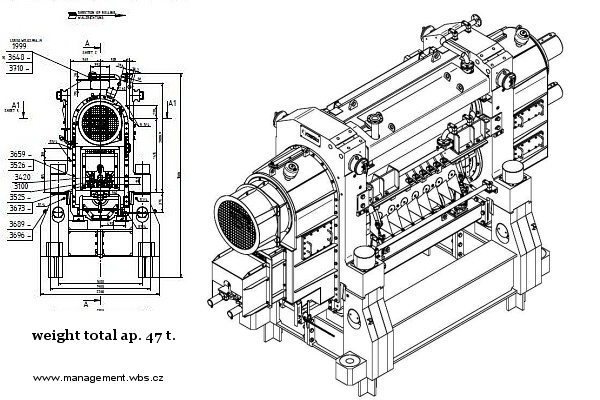
Stroje a zařízení výrobních linek s položkami okolo 1000 výkresů...
Oceňování zavisí i na správně zvolené metodice rozpočtu a především na zkušenostech.
2. Ocelové konstrukce strojně stavební
Oceňování konstrukcí různých typů.
Oceňování konstrukcí patří k základním činnostem strojírenského rozpočtáře. Zde uvádím jen lehký nástin, který si nečiní nárok na úplnost.
2.1 Konstrukce lehké, z uzavřených profilů, ocelové a hliníkové.
Způsob spojování rozhoduje o ceně, ne vždy je svařování to nejlepší. Povrchové úpravy představují další věc, často se totiž musí naptat - vzhledem k rozmanitosti dnešních technologií. Žárové zinkovaní uzavřených profilů vyžaduje úpravy, že se do každého izolovaného prutu musí vyvrtat dvě dírky o průměru 8 mm, jinak dojde k explozi nebo pokroucení. Je potřeba mít tedy uvážlivě zpracovanou dokumentaci a výrobní postupy, které předcházejí vícenákladům z nevhodně navržené konstrukce. Nákladné jsou i dokončovací práce na montážích, je třeba je proto vhodnými postupy minimalizovat, protože každý úkon na montáži vyjde dráž než v dílně. Specifikum také představuje hliník, je nutno mít na to zavedenou výrobu, každý průměrný technolog by měl vědět co je potřeba s tím dělat a co má vliv na cenu...
2.2 Konstrukce těžké, frémy strojů. Zde se jedná hlavně o výkony palícího stroje a každý rozpočtář by měl vědět kolik mm tloušťky na daný pálicí stroj dané firmy je tzv. ideální tloušťka plechu. Ta se počítá k maximální rychlosti při minimální spotřebě plynu či řezacích médií a manipulačních časů s přihlédnutím k jakosti materiálu. Ano u firmy té a té, stroj ten a ten - to vyhrál S235J0 6000x2400x15 mm, ale jinde to může být jiné. Závisí na tom 15% příjmů a u výpalkářských organizací - existence firmy.
2.3 Konstrukce velmi těžké, základové rámy, dálniční kolektory. Z velkých profilů už představují samostatnou kapitolu. Pokud jsou hlavní profily svařované, technologie výroby je určující pro další ocenění, maximum svarů se snažíme udělat metodou SAW kde svařovací kov a tavidlo se musí detailně napočítat. Nadrozměrné díly mají zvýšené náklady na přepravu.
2.4 Konstrukce off-shore. Zde se můžeme setkat s celou řadou specifických materiálů a těžkých výrobků. Je nutno mít prověřeného dodavatele a písemné nabídky na materiál. Konstrukce jsou obvykle v řádech stovek až deseti tisíců tun. Většinou se jedná o vybavení lodí a plošin, vrátky, navijáky, kotevní piloty, větrné elektrárny, navigace.
Materiály: Dle technologií HR, CR, TM, TMCP, jemnozrné s ohledem na uhlíkový ekvivalent a dle specifik pracovních podmínek výrobku. Jakosti: Gr.A, AH 32, DH32, EH32, FH32, AH36, DH36, EH36, FH.. až po 40, dále pak ..420, ..460, či S355J2H, S355ML, S420G2+M, S460ML, S500M, dle API 2HCR50. Další jakosti řad NV, NK, GLEH, +DH, ABS, v různých stupních jakosti.
Schvalování materiálů: dle EN 10025 s 3.2 inspekčním certifikátem ve shodě s EN 10204/ Lloyd’s Register / DNV GL Group / Bureau Veritas / American Bureau of Shipping / RINA atd. Kompletní dokumentace pro řádné nacenění je nezbytná.
2.5 Konstrukce zdvihací, jeřábové a dopravní techniky. Portálové a příčníkové jeřáby se zhotovují většinou ze svařovaných nosníků, zvlášť cenu tvoří elektro vybavení a montáž. Další výrobky představují rámy, podvozky pro silniční a kolejovou techniku, kde platí přísnější pravidla a tudíž větší náklady na NDE a jakost.
2.6 Vzduchotechnika průmyslová. Převážně potrubí kruhového nebo čtvercového průřezu plus přechodové kusy, redukce, odbočky, venturiho trubice atd. Oceňuje se klasickým způsobem, pozor se musí dát na vysoké odpady materiálů, které záleží na tvoru a navržení. Nakupované položky jako armatury, příruby, stavěcí šoupátka, deskové uzávěry, kompenzátory, tkaninové filtry atd. je potřeba prověřit poptávkou.
2.7 Konstrukce dynamicky namáhané, třídiče. Zajímavé práce s rozmanitými materiály, kde je nutno zohlednit technologii výroby. Požadavky provozovatele či projektu mohou neobyčejně „ozvláštnit“ danou akci, už jsem v praxi řešil svaření tří materiálů výsypky vibračního třídiče, kde se stýkal dohromady černý materiál, nerez abrazit a patinující fosforová ocel...Jak se to svařovalo ani raději nevykládat, láhev s plynem byla 3x měněna, než se přišlo na ten správný. Zakázka přesto dopadla dobře, a to hlavně díky rezervě v rozpočtu...
2.8 Technické dopravníky a přemostění. Trubní a dopravníkové mosty mají svá specifika. OK se nacení obvyklým způsobem. Případné opláštění nutno vzít v úvahu, zejména způsob jakým se bude připojovat. Osazení dopravním pásem řeší dílčí CN. Specialitou bývají válečkové tratě a podpěrné oblouky, tam je potřeba znormovat výrobu položkově, zvláště při velkých sériích.
2.9 Mosty. Mosty tvoří samostatnou kapitolu, výroba musí být certifikována. Betonářské práce, kotvení, pylony, kompletace mostovky řeší samostatná dílčí CN. OK může být nýtovaná nebo svařovaná. Nýtovaná je samozřejmě lepší, protože tepelné vlivy prakticky nepadají na váhu. I tak se ale některé části samozřejmě svaří. Dnes už je nýtovaných konstrukcí pomálu a to je škoda. Komplexně svařovaný most se většinou nežíhá a protože část konstrukce je namáhána nahodilým zatížením, vibrace a tepelné dilatace část vneseného napětí mohou eliminovat. Ideálně by bylo vhodné celou mostní konstrukci po složení vyžíhat, ale to má samozřejmě vliv na cenu i technologickou proveditelnost vůbec. Monoblokové konstrukce velkého rozpětí potom musí mít odpovídající dilataci. Bezvrubová technologie má velký vliv na životnost mostů, ale i zvýšené projekční a výrobní náklady.
Mosty z patinujících ocelí jsou bludičkou, za kterou se hnaly stavitelé 80tých let minulého století, tyto oceli se totiž nehodí na nic, leda na obklady budov kde se maximálně šroubují, svařování nepadá v úvahu u takových konstrukcí pro možnou degradaci spojů v TOO. Corten, Atmofix aj. na svařované konstrukce nemohu doporučit, protože pasivace svarového spoje je takřka nemožná. Hodně záleží na tom jak jsou jednotlivé spoje a vazby navrženy. Jistá možnost je v úspoře za povrchové úpravy, ale představa, že na konstrukci kdesi zatéká solanka z mostovky až dojde k nepředvídatelné destrukční korozi na krčních svarech pásnice, není příjemná.
Klasické materiály na mosty jsou jakosti typu S355 a jemnozrné oceli vyšších pevností. Ocenění záleží na typu OK , příhradová, plná, svařované nosníky, trubková atd. Uložení mostovky, podélníky a příčníky a jejich počet hrají také svou roli. Obecně platí čím méně svařování, tím je most lepší. Ložiska kyvná jsou levnější, ale ne všude se hodí, čepy se zadírají a na výměnu počítejte nejméně 0,5 MKč a totální výlukou, neboť most se musí přizvednout... Valivá ložiska jsou nejlevnější - do kazety se vloží kulatina a je, kluzné desky teflon + nerez, nejlépe roznášejí síly, fungují ve dvou osách, ale zase něco stojí. Pozor třeba dát i na detaily jako zábradlí, normy, úpravy a dokončovací práce. Vystrojení mostu lehkými doplňky, náběhové hrany proti větru, dilatace, kabelová a trubní vedení, podmostová obslužná plošinka pro revize a další.
Lanové mosty se zavěšením se zčásti řeší subdodavatelsky, předepínání rovněž třeba systémy Dywidag, VSL atd. Kontroly a zkoušky, předávací dokumentace jsou další položkou v rozpočtu. Stavební části se naceňují samostatně. Povrchové úpravy dle projektu, mají velký vliv na konečnou cenu. Nejlepší je žárové zinkování + nátěr, eventuálně žárové hliníkování nástřikem, speciální plastové nástřiky. Problematika povrchových ochran mostů dosud není uspokojivě vyřešena. Levné provedení hned, znamená pro provozovatele či investora další náklady v blízké budoucnosti. Kobaltové jednovrstvé nátěry vydrží stejně jako klasika 2xZ+3V a to je na 10 let, pak nastupuje náročné tryskání a nátěry v provozu za nemalé peníze.
2.10 Ocelové haly a konstrukce stavební. Dle zadání a projektu, zpravidla na klíč.
3.Teplárenské strmotrubné kotle
Oceňování zařízení teplárenství a energetiky.
Zde uveden jen pro orientaci základní rozsah mnou kalkulovaných zařízení a prací, s přihlédnutím k některým specifikám, které daný oborový segment může obsahovat.
Vstupy a výstupy - mlecí bubny práškového uhlí a popelové hospodářství není zde řešeno. Hořákové a zapalovací systémy, většinou chráněné patenty nebo know how, zde nebude detailněji řešeno. Spalné rošty biokotlů tvoří specifické odlitky, nebo svařované segmenty, naceňování vyplývá z projektu a obecné schéma tady nelze dát.
3.1 Membránové stěny (MeS) - P265GH, 16Mo3 aj. Materiály klasicky trubka + praporek - plocháč, věnovat se musí pozornost svařovacímu materiálu, jehož objem je zde značný. Vlastní výkony je nutno znormovat. Ostatní použité materiály dle požadavků projektu S235JR, S355JR, P265GH, 16Mo3, P355NL, 13CrMo4-5, 10CrMo9-10. Další náklady na zkoušky, vzorové kusy, kompletační a transportní přípravky.

Vícehořákové svařování metodou SAW, trubka + praporek.

Dvojčata + trojčata, SAW PEMA, zkušební provoz.
3.2 Stoupačky a zpátečky, ohýbané kusy, díly do MS - okna, průchodky. Oceňuje se zvlášť, mimo MS. Materiály klasické teplárenské P235GH, P265GH, 16Mo3, WB36, ale i 10CrMo9-10, 13CrMo4-5, P91, P92, na průchodky i 1.4541 (X6CrNiTi18-10).
Oceňování - materiál zvlášť dle skupin a jakostí, ohýbané kusy rovněž zvlášť - neopomenout na přídavky vč. zkušebních kusů a na DT, které se vyhodí, sumarizace drobných dílů. Výkony ohýbačky trub se naceňují zvlášť a připočítají k ohýbaným kusům.
Svařován n-čat do celku surové MeS, SAW PEMA, ostrý provoz.

Hotový celý kotel, vč. ohybů, komor, ošacení a vyztužení, VYNCKE 2015.
3.3 Komory MS, napájení a odvod pro EKA, LUWA atd. - P265GH, 16Mo3, WB36 nejčastěji. Sestává se z válce komory zablindovaného dny - plochými, torisférickými nebo kulovými. Pozor třeba dát na dna kulová, která bývají dodávána jako výkovek a cena pro průměr 273 mm může být podle jakosti od 35000 Kč za po 150000 Kč za kus!
Konstrukčním řešením tedy ovlivníme podstatně cenu, nejlevnější je samozřejmě ploché dno, které se vypálí z plechu. UT se doporučuje před obrobením i po svaření na zámkový svar.
Na válci je vrtání pro nátrubky, nátrubky mohou být buď přímé, nebo S nebo Y typy - parůžky jakostí stejných nebo vyšších než válec komor, někdy se předřazuje kované hrdlo pod nátrubek. Pro někdy značný počet nátrubků třeba mít přesnou cenu trubky a připočítat prořezy, které činí až 20%.
Pro naceňování komor stačí přibližná specifikace s uvedením zákl. jakostí a hmotností, protože dnes už jsou k dispozici normotvorné postupy, není třeba kompletní dokumentace a cenu komor lze znát.
4.4 Kotlová tělesa - parní bubny. Materiály P265GH, P295GH, P355GH, P420-460GH, 16Mo3, WB36, 14Mo-V6-3, 13CrMo4-5, 10CrMo9-10, SA285, SA387, SA516, žárové nerezi aj.
KT představuje dosti specifický komponent kotle a pro jeho nacenění je potřeba mít zpracován alespoň předběžný kusovník a mít k dispozici základní výkresy. Snaha investorů šetřit na tomto místě se nevyplácí, znovu a znovu připomínám - cenová nabídka je taková, jaké jsou předané podklady k dispozici. Podíváme se na to trochu podrobněji:
Krok 1. Konstruktér posoudí a prohlédne předané podklady a odhadne počet konstrukčních nákladů - hodin na zpracování VD a výpočty. Je třeba obchodně projednat, kdo tyto náklady ponese včetně zajištění dozoru NoBo a stanovení výroby podle jakých standardů PED, ASME či jiných (rozsahy NDT, PKZ). Konstruktér potom vyhotoví předběžný kusovník - úplnou předběžnou kumulaci materiálů dle skupin a jakostí se zvláštním přihlédnutím k výpočtu hrubé hmotnosti den, neboť dna větších tlouštěk normy DIN neobsahují.
Krok 2. Technologie posoudí vyrobitelnost, požadavek na rozviny plášťových plechů, a zejména zkružitelnost při poměru tl./ ID, je-li poměr přetváření větší než 5% nutná konzultace zákazníka a předehřevy při zkružování což má bezpochyby vliv na cenu !
Krok 3. Nákup posoudí dostupnost materiálů v požadovaných termínech. např. požadavek klienta na plech WB36 tl. 120 je nereálný, neboť takový plech se nevyrábí...
Krok 4. Rozpočtář z dostupných předaných informací naceňuje KT z těchto dílů:
A) Plechy pláště: Rozpočtář si předem sestaví tabulku s poměry odpadů při zpracování různých tlouštěk plášťových plechů což je poměr hrubá/čistá hmotnost. Hrubá hm. obsahuje přídavky na zkružení, na opracování hran a otvory pro nátrubky. Cena plechu se sestává ze základní ceny + ceny zkoušek + ceny za formát z výroby či nadrozměr + doprava. Je nutno tedy mít výkres rozvinu pláště!
B) Dna: Nejčastěji eliptická nebo torisférická: Dle výpočtu - modelu v CADu, Solidu, tenčí dna dle DIN norem. Cena zahrnuje náležitosti viz výše + zkušební desky dle požadavků výrobních standardů a norem.
C) Fittings and Forgings - štůčky, nátrubky, hrdla a průlezy. Konstrukčně se rozlišuje nátrubek průchozí a přiložený, podle toho se specifikuje zda jde o trubku nebo výkovek. V praxi jsou s tím však značné problémy, pokud TRKR daného průměru nebude k dispozici - a nač taky kupovat na pár nátrubků celou 6m trubku, pak levněji vyjdou výkovky na míru i když jejich kg cena je paradoxně vyšší. Zde se prokáží zkušenosti rozpočtáře aby odhadl co se dá udělat z trubky (skladové zásoby) a co se stejně bude muset koupit jako kovaná kulatina a štůček odvrtat...
Příruby se naceňují na průlezy a na hrdla pokud jsou vykázány, jinak se vyhrdlení ukončuje přivařovací hranou. Samozřejmě pro TZ se všechny otvory musí zaslepit a tak se na každý otvor napočítají ještě záslepky P235GH.
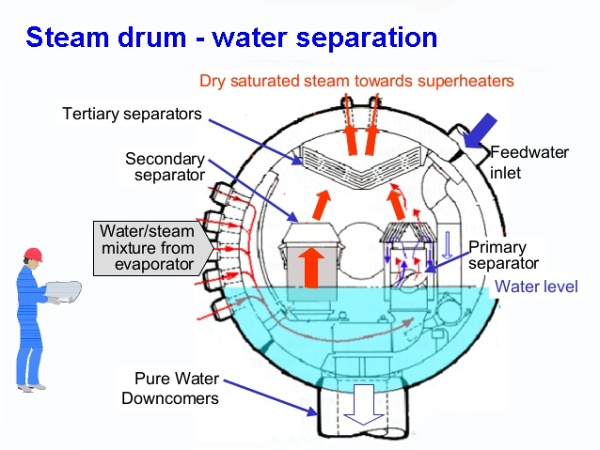
D) Vnitřní vestavba. Ta může být lehká, střední nebo těžká - určí konstruktér, projektant KT, a sestává se z uložení (zákl. profilový mat.) a z vybavovacích komponentů - internals. Nejčastěji jsou to separátory, cyklony, přepážky a demistery.
První tři jmenované se vyrobí z plechu (se značným K odpadu) demistery, meshe, pady, chemistery atd. se kupují jako hotový výrobek a jsou nejčastěji pletené z nerez drátů, nebo speciálních tkanin. Cena je za kus + doprava. Nutno znát výkres kde jsou základní rozměry a počet kusů ! Napájení a parní kolektory TRKR se rovněž počítají do VV.

E) Svařovací materiály SAW pro pláště a MMAW pro hrdla. Nezanedbatelná položka.
F) Spojovací materiály, těsnění a šrouby do přírub, kotvení atd.
G) Povrchové úpravy, nátěrové hmoty
H) Ostatní. Další materiály nezbytné pro provedení KT jako sedla, uložení či závěsy, ale i materiál balící, konzervační (desikanty) a pomocný a přepravní (špunty do nátrubků) sady "spare materials", tvoří nezanedbatelnou položku a zpravidla se kumuluje. Jako zajímavost uvádím, že pro nádoby VTO pro JE činí pomocný mat. min. 2 MKč, pro střední NTO 1MKč, u parních KT je to samozřejmě daleko méně, ale i tato položka v rozpočtu nesmí chybět...
I) Nemalou položku představují náklady na zkoušky a výkony OŘJ, na tepelné zpracování, na TZ a odborný dozor nezávislou organizací.
J) Vlastní výkony výroby se oceňují na samostatný list dle jednotlivých výrobních etap a pracovišť.
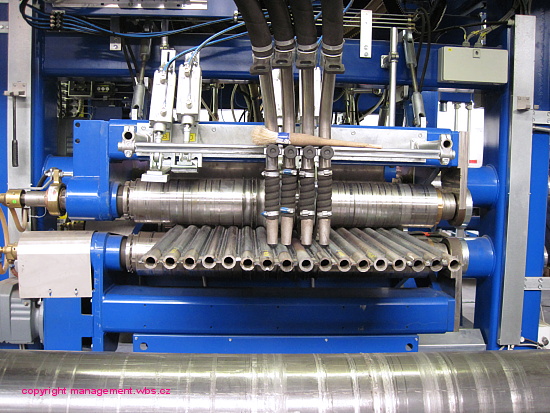
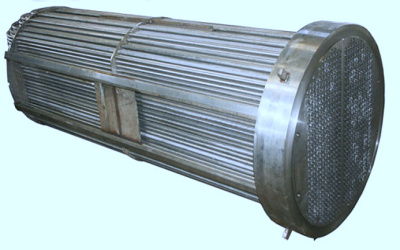
3.5 Přídavná zařízení spalinových kanálů - LUWO, EKO atd. Představují komponenty na vzájemně podobném principu. Oceňuje se rám, komory, trubkovnice a svazek teplosměnných trubek. Nutno znát výměry a jakosti. Ohýbané díly, pokud jsou se naceňují zvlášť, rovněž i žebrované trubky nutno naptat samostatně. Keramické či žárové nástřiky konců trubek běžných jakostí, mohou výrobu neobyčejně zdržet a podražit, rovněž zdržují vyhotovení cenové nabídky, protože se musí naptat jako kooperační položka.
3.6 Vlastní ocelové a nosné konstrukce. Oceňují se klasicky, křížové nosníky naceňujeme samostatně, systém spojování a případné požadavky na opracování je nutno zohlednit při výpočtu nákladů. Povrchové ochrany zde mají velký význam, k čemuž je nutná přesná specifikace od zadavatele.
3.7 Komponenty strojní povahy, a MaR. Podavače, otočné dávkovače paliva, tlakové stanice, dopravníky, převodovky a strojní součásti pohonů a automatizace se zpravidla naceňují jako nakupované díly, nebo subdodávky. Šnekové vybírače, třídiče z běžných teplárenských jakostí, případně z nerezí těchto typů 1.4301, 1.4404, 1.4541, 1.4571, 1.4828 aj. Pozor na svařovací materiály při naceňování. Velké výrobky z tlustých nerez plechů vyžadují zvážení ceny legur Cr a Ni na trzích i zohlednění kuzových pohybů v kalkulaci. Abrazitové obklady dopravníků a výsypek nejčastěji z materiálů typu Hardox, Creusabro, Naxtra, Dillidur, Durostat, XAR, Fora, Mangachoc atd. Zpracování materiálů se speciálními vlastnostmi často vyžaduje zvýšené náklady, které nelze v cenotvorbě opominout. MaR pro nacenění vyžaduje kompletní soupis nakupovaných položek a při větším rozsahu se přidává k nabídce jako příloha.
3.8 Trubní rozvody. Se oceňují dle požadavků na kovová a průmyslová potrubí, dle příslušných norem. Je nutno znát dělení pro transport, z čehož se určí počty svařovaných dílenských obvodů versus montážní styky a počet dílensky přivařovaných přírub. Příruby velkých průměrů nad 1500 mm - nutno specifikovat požadavek na kované ringy nebo zda stačí segmentový výpalek z plechu - značný rozdíl v ceně ! Dál se postupuje obvyklým způsobem, kompenzátory a výstroj, povrchové ochrany a rozsah zkoušek, přejímek a NDT.
3.9 Nádrže, sila, zásobníky - na uhelný prášek, granulát, popílek, strusku, vápencová sila a systémy čištění spalin, odsíření, atd. Klasická skladovačka se skládá z pláště - z lubů, dna a střechy, výztužných profilů a vazníků, kotvení, napájení a odvodů, MaR aparatur.
Naceňují se plechy pláště jako zkružované obdélníky s přídavkem pro úpravu svar. hran (1/2V, X). Dále se nacení plechy dna a střechy ( se značným koeficientem odpadu = poměr čtverce ke kruhu..., konusy atd.) Další položkou materiálu budou tvořit ztužidla a vazníky, profily běžných jakostí, napájení, výhřevné a topné hady - pokud jsou požadovány, drobné trubní díly - průlezy, odkalení, příruby a spoj. materiál. Pro transport nutno počítat transportní rámy zkružených dílů, třeba uvážit logistiku, zda budou vratné nebo se ponechají na stavbě. Povrchové ochrany nutno přesně specifikovat.
Výroba zahrnuje úpravy hran plechů, zkružování, tryskání + nátěr a drobné svařování dílů - vevaření průlezů atd.
Montážní výkony, svař. mat. pro MT a stavební připravenost se oceňuje zvlášť, nutno specifikovat, kdo co zajišťuje.
Uložení nádrží - malé do rámů na závěsy, velké zásobníky na konstrukci s závěsem na tenzometrech - zejména pro zásobníky a dávkovače práškových látek, klasické skladovačky na základový železobetonový špalek s kotvením, skladovačky kapalin se záchytným bazénem - jímkou. Použité materiály podle skladovaných médií. Někdy se požaduje vyložení výsypek abrazitovýmí plechy, záleží na způsobu opláštění, šroubované manganové nerezi, nebo svařované či popřípadě zkružované abrazity za tepla - tyto položky nutno specifikovat a ocenit zvlášť...
3.10 Další teplárenská zařízení, separátory, výměníky, ohřívače oleje - jako KT viz výše, navíc s trubkovnicí - vrtání představuje mimořádnou cenovou položku, nutno připočíst náklady na obráběcí nástroje, destičky, držáky, zaválcovací hlavičky a třmeny pro zaválcování konců trubek. Tube bundles - teplosměnné trubkové svazky, vlásenkové trubky, nejčastěji P265GH, nerez 1.4541 nebo měď, oceňují se s přídavky pro ohyb a zkušební kusy, možné kooperační náklady na ohýbání, zkoušení a orbitální svařování. Dále klasickým způsobem souhrnně tedy materiál + výroba + KOO + VRN + konstrukční náklady a NDT výkony vč. přejímek a zkoušek dle výrobních standardů a požadavků klienta.
Krátké resumé nejčastěji používaných materiálů, které by měl rozpočtář znát v šíři základních sortimentů a dodávaných polotovarů pro teplárenské výrobky:
WNR: 1.0345, 1.0425, 1.0481, 1.0473, 1.5415, 1.7335, 1.738, 1.7383.
EN 10028-2: P235GH, P265GH, P295GH, P355GH, 16Mo3, 13CrMo4-5, 10CrMo9-10, 11CrMo9-10.
DIN 17155 : HI, HII, 17 Mn 4, 19 Mn 6, 15 Mo 3, 13CrMo 4 4, 10CrMo 9 10.
NFA 36-205 : A 37 CP, A 42 CP, A 48 CP, A 52 CP, 15 D3, 15 CD 4-05, 10 CD 9.10.
UNI 5869: Fe 360 - 1KW, Fe 410 - 1KW, Fe 460 - 1KW, Fe 510 - 1KW, 15 Mo 3, 14 CrMo 4/5, 12 CrMO 9/10
BS 1501: 161 Gr. 360 / 164 Gr. 360 , 161 Gr. 400 / 164 Gr. 400 / 224 Gr. 400 , 224 Gr. 490, 1503 - 243 B, 620 Gr. 27, 622 Gr. 31
UNE 36087: A 37 RCI, A 42 RCI, A 47 RCI, A 52 RCI, 16 Mo 3, 14 CrMo 4/5, 12 CrMo 9/10
ASTM: A36, A 105, A 106, A 285 Gr. C , A 414 Gr. C, A 516 Gr. 55, A 414 Gr. E, A 516 Gr. 60, A 414 Gr. F, A 516 Gr. 65, A 414 Gr. G, A 204 Gr. B/C, A 387 Gr. 12, A 387 Gr. 22 .
JIS G3115: SPV 24, SPV 32, SPV 36.
4. Zařízení hutního průmyslu
Oceňování zařízení hutnictví, prvovýroby, oceláren a válcoven
Tyto komponenty pro svou masu materiálu představují zajímavý prvek pro strojírenské firmy s těžším vybavením, ale pravda je dnes bohužel taková, že celá řada těchto výrobků se nyní realizuje mimo EU kvůli nízkonákladové politice, a tak EU sama sobě vyváží práci až tady nebude co dělat.
4.1 Vysoké pece. Vysoká pec představuje bezkonkurenčně masivní výrobek v řádech tisíců tun. Ježto je těžké strojírenství v EU na ústupu ( a nikoho to nezajímá ), je další možné realizace vidět jen v servisu těchto zařízení (SO, GO) a jejich přídavných komponent. Že by se někde u nás stavěla nová baterie VP nehrozí ani náhodou.
Klasická VP stojí na základovém betonovém špalku s vertikálním kotvením až 40m hlubokém - záleží na podloží. VP se skládá z vlastního tělesa, což je kónická nádoba s dnem. Nejsilnější ringy jsou u dna a v oblasti rozporu, nebo dmyšen. Oceňují se zkružované segmenty s hranami upravenými pro MT svar. Žíhání plášťových svarů je zbytečné z ohledem na funkci výrobku. VP dále obsahuje vyhrdlení a vstupy pro horký vzduch a injektáž paliva, chlazení a zavážecí - skipový systém. Celek je obestavěn nosnou a podpůrnou konstrukcí na křížových sloupech a doplněn obslužnými plošinami, schodišti a dalšími zařízeními. Jednotlivé skupiny se naceňují zvlášť. Chladnice, napáječky, dmyšny, výfučny, armatury a jiné se oceňují jako dodávané výrobky. Jenom dvoupalcového potrubí je na okružním chlazení 6 kilometrů včetně stoupaček a zpáteček, rozvody po kruhu obsahují tolik 2 coulových armatur včetně nerez dílů - kovové hadice, že jen tyto fitinky zaberou pro skladování prostor 100m krychlových. Cenař prostě musí znát... ale úplné kusovníky jsou zde naprostou nezbytností. Vyzdívky a žárové omítky se oceňují jako subdodavatelské akce. Ocenění montáže je opravdovou výzvou, jen na GO VP se může podílet až 1300 pracovníků 15 hlavních dodavatelských firem, záleží ovšem na rozsahu.
4.2 Cowperův předehřívač větru pro VP. Co bylo řečeno o VP platí pro kauperáky stejně. Tato zařízení ovšem dostávají v provozu zabrat, zejména starší typy a tak dnes se staví moderní dvouplášťové S235JR/16Mo3, nebo P265GH, protože rekonstrukce se nevyplácí. Kauperáky pracují v bateriích 3 - 4 ks pro jednu VP a podstatou je základový ring + plášť a kupole. Spalovací komora vnější nebo vnitřní rozhoduje o výsledné ceně. Mimořádný vliv zda má tvar kupole, dnes je snaha o eliminaci kulových výlisků - pro neúměrnou cenu za lisování, nahradit toto zakružovanými průniky nebo střechou z plochých segmentů! Cenař si musí pohlídat množství základních a přídavných materiálů, přírub, dělení pro přepravu a transportní přípravky. Kotevní šrouby M50 dlouhé 2,5 metru také nejsou levná záležitost...
4.3 Rozvodná potrubí horkých médií, odtahy, větrovody, plynovody. Propojovací potrubí DN 2200 až DN 4000 tvoří samostatnou kategorii hutních zařízení. Naceňují se zkružence, příruby, kompenzátory, ocelové podpůrné konstrukce a svař. a spojovací materiál. Právě onen poslední představuje záludnou položku, třeba těsnící žáruodolné šňůry, kterých není problém spotřebovat několik kilometrů...je tedy nutné mít přesnou specifikaci. Komedií u těchto projektů je snaha projektantů navrhnout „úsporné potrubí z S235 materiálu s žárovou omítkou nástřikem zevnitř, k tomu ovšem třeba dovnitř roury všude nabodovat kotevní trny V, WW typu a pod., což je prostá kulatina z drátu, jenže při rastru 150x150mm jich vychází na deseti-tisíce až stovky tisíc a představa jenom jak to děláte ( nutný tg postup !!)...pokud je to kotva co nevleze do přivařovací pistole, potom ta cena... a ty hodiny...a ty naběhlé náklady, leckdy by vyšlo levněji pak potrubí nerezové...
Samozřejmě plášť výlučně z P235GH až 16Mo3.
4.4 Koksárenské baterie. Představuje další zařízení s ohromnou masou materiálu. Postup je stejný jako u VP - rozsekat na samostatné výrobní celky ( jen výrobní dokumentace může být víc než 100kg) a ty pak ocenit podle jednotlivých skupin materiálu.
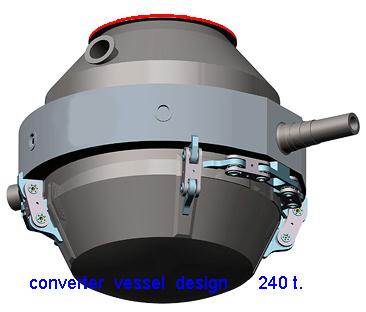
4.5 Konvertory, licí pánve. Konvertor je další masívní zařízení jehož průměrná hmotnost je okolo 200 tun, ale i více. Cenová nabídka má svoje členění na vlastní nádobu, kruh a proti-struskové ochranné štíty. Nověji se dělá polygonální krytování skoro celého konvertoru až po závěsný ring či níže. Nádoba i kruh je dělená pro svařování což má vliv na výpočet svařovacího materiálu a výrobních časů. Zavěšení je většinou přivařené k nádobě i ke kruhu. Masy materiálů jsou zde ohromné, čepy pohonu a otáčení váží dohromady přes 20 tun, svařovacího kovu je min. 5 tun + cca 2 tuny tavidla na svary které se dají udělat SAW, dno svařované 10 tun, výlisek okolo 6 -8 tun, tloušťky pláště nádoby i ringu 60 - 90 mm. Slušnou masu tvoří i šrouby do výpusťových segmentů z ocelolitiny Hematite, klíny a kotvy pro odnímatelné dno. Trubní systém, rozvody a chlazení dna včetně převodovky, která je velká jako zahradní domek si většinou zajišťuje odběratel sám. Rozsahy NDT odpovídají rozsahu svarů. Materiály P235-265GH, P355-420-460NH, odlitky lip ringů Hematite. Značně náročné na ocenění.
4.6 Zásobníky uhlí. Představují specifická zařízení pro zásobování tepláren, injektáže VP a přídavné spalování pro teplosměnné procesy. Zásobníky na prášek, hlavně hnědouhelný se skládají z ocelové konstrukce a vlastního opláštění. Výsypky jako namáhaná místa se někdy obkládají abrazity, přičemž je lepší abrazit přišroubovaný než přivařovaný, protože se dá snáze vyměnit, jinak se na montáží musí pálit plazmou. Vnitřní nátěr bývá epoxidový až 1500 mikronů, konstrukce proti-výbušná se spřahovacími táhly, které v případě zahoření prášku a detonace, zdeformují stěny zásobníku dovnitř. Zásobníky, které nejsou takto navrženy, představují v provozu trvalé riziko. Pro MT se musí počítat prostorové lešení, což nebývá levná záležitost. Ceny těchto výrobků - jako jiných - jsou momentálně tak sešlapány dolů, že se je ani pomalu nevyplácí dělat.
4.7 Válcovací linky, tratě. Představují celky skládající se z celé řady agregátů oceňovaných zvláště. Navíječky, odvíječky, rovnačky, pohony, válcovací kazety, to vše obsahuje mnoho strojních dílů a tak zde hrají prim náklady na opracování. Každá položka obrobny se oceňuje proto zvláště s přihlédnutím k jakosti materiálu a povrchovým úpravám - kalení, brynýrování, zušlechťování, pogumování, povlaky kovů atd. Úplná VD a kusovníky nakupovaných položek jsou zde samozřejmostí. Nabídku lze sestavit po provozních souborech, ale pak je to cena pouze indikativní. Linky nesou název podle typu technologie - nanášecí (MgO2, šestimocný chrom..), termorovnací, oduhličovací, žíhací, nebo podle výrobku - kontibramové tratě, kontilití, svitky, bloky, sochorové tratě atd. Nacenění celé technologické sekce závodu ovšem vyžaduje týmovou spolupráci a zabere tak měsíc na vlastní výrobu a montáž a včetně naptávek agregátů, zvláště jsou-li dodávány ze zahraničí až rok. Příprava zde odvisí od fáze a rozpracovanosti projektů. Výrobní organizace, která se účastní tak velkých akcí si musí vyhodnotit všechna rizika, naplánovat kapacity, postarat se o bankovní garance a hlavně zajistit si cash-flow v podobě fakturačních milníků.
4.8 Otočné zakladače rouroven. Jsou zajímavé mnohotunové rámy, jenže se oceňují jako ocelové konstrukce s přihlédnutím k pohyblivým součástem. Je potřeba mít seznam obráběných a nakupovaných dílů.
4.9 Chladící víka LF, EAF, PF. Mimořádně obtížný výrobek na výrobu i nacenění, přesná specifikace nutná. Obsahuje celou řadu rozmanitých dílů a hlavně různorodých materiálů, jako nerezi, mědi, FeZn rošty, kovové hadice, fitinky a spojky. Před započetím naceňování je nutno udělat si sumarizaci těchto materiálů s ohledem na přídavky. Je nutno znát Tg výroby a ocenit i případné skládací a transportní přípravky, TZ, NDT a repase. Poctivá nabídka zabere 30 hodin i více. Není -li kusovník, nabídka nestojí za nic a ani se nedá udělat.
4.10 Žíhací a předehřívací pece. Samostatná zařízení, na která se vztahují zvláštní předpisy - leckdy může jít i o tlakovou nádobu ! Záleží na typu ovšem. Jinak běžná žíhací pec má podobu spalinového kanálu tj. OK + plechy + žárový nátěr. Další věcí jsou ovšem nosné rošty, podpěrky a zavážecí zařízení - vozíky a plošiny. Požaduje-li projekt odlitky roštů namísto svařenců, cena potom tomu odpovídá. Pozor třeba na projektanty dávat vždy - mnohočetné svařence rámů se ve výrobě zkroutí tak, že už nejsou k potřebě, je třeba mít osvědčené postupy a rozumné výkresy, čím jednodušší tím levnější a vyrobitelnější...Rozvody plynu, termočidla a zapalovací hořáky se oceňují samostatně. Žárová keramika - vyzdívky, omítky a izolace se většinou řeší subdodavatelsky.
5. Jaderná energetika a komponenty pro servis JE
Z důvodů know-how uvedu jen soupis komponentů, kterými se zabývám: Nádoba reaktoru, reaktorové víko, parogenerátor, kompenzátor objemu, rekuperátor, chlazení, trubní rozvody, barbotážní komory a nádoby, VTO, NTO, nádoby SAOZ a nádoby na převoz jad. odpadu, drobné díly pro běžné provozní opravy a servis, podpůrná a pomocná zařízení.
Toto odvětví průmyslu má svá specifika co se týče výrobních a provozních předpisů i jakostí materiálů. Záleží na použitém systému certifikace ASME, DIN, PED a dalších návaznostech. Výroba se oceňuje s přihlédnutím k požadovaným DT a NDT zkouškám a speciálním materiálům. Jako příklad lze uvést nerezi s nízkým obsahem kobaltu, plechy vícevrstvé, nebo speciální slitiny, Kovar, Invar, Nimonic, Monel atd. Cenová úroveň pak plně odpovídá materiálům i požadavkům na ně kladeným.
Za nejdůležitější systémy patří kontejnment a chlazení JE, v podstatě je celá jaderná elektrárna jen o vodě...Laika jistě překvapí i teplota provozní páry, zatímco v klasických teplárnách je to až 550 C a hlavní šoupátka ostré páry takřka svítí temným žárem, v JE provozech to bývá leckdy pod 300 C, což má svoje opodstatnění, aby se materiál neničil a nemusely být časté odstávky což u JE je opravdu problém a stojí to nemalé peníze.
6. Rozpočty TZB.
Oceňování běžných zařízení, rozvodů a sítí budov, lehké vzduchotechniky apod.
Pro tento druh rozpočtů se používají specializované programy (třeba Callida, Eurocalc, Buildpower, Werlag Däshofer, Kros, Q-composer, RTS Stavitel atd.). Slušný program je vybaven cenovou databází a příslušnými moduly pro jednotlivé skupiny prací (…konstrukce svislé a vodorovné, podlahy, slaboproud, vzduchotechnika, betonové dílce, MaR, vytápění a trubní rozvody, sanita, střechy atd.) Pro menší nebo specializované firmy se dá i outsorcovat on-line některý z vybraných modulů. Pro jednodušší rozsah práce při rekonstrukcích menších objemů postačí i excelovské tabulky.Rozpočty TZB souvisejí s rozpočty stavebními – oceňováním stavebních prací. Podkladem je projektová dokumentace, na jejímž základě se pořizuje výkaz výměr. Do toho pak napadají jednotlivé položky sestav a podsestav s kumulací materiálů a výkonů do příslušných skupin (materiálové, režijní a vedlejší) - položkové oceňování. Formát rozpočtu doplňuje soupis dodávek a prací.
Samostatnou skupinu tvoří oceňování inženýrských sítí – rozvody voda, topení, plyn a elektro. Nakupované položky je vhodné uvést zvlášť. Základní jednotkou výměry je běžný metr délkový a čtvereční, a kusy.
Výroba se obvykle rozděluje takto:
HSV – hlavní stavební výroba – hrubá stavba objektů občanské, bytové a průmyslové výstavby, inženýrské sítě, objekty vodního hospodářství.
PSV – pomocná stavební výroba – řemesla, instalace, dokončovací práce, kompletace, izolace.
7. CNC výroba z tenkoplechu.
Oceňování výroby na CNC centrech, laser výpal, výsek, ohyb, Trumatic a spol.
Pro tento týp výroby jsou nutné vysoce přesné podklady, protože se většinou jedná o sériové zadání. Dost podstaná je příprava, ale i kompletační časy. Bez pořízení orientačních normativů se to leckdy neobejde.
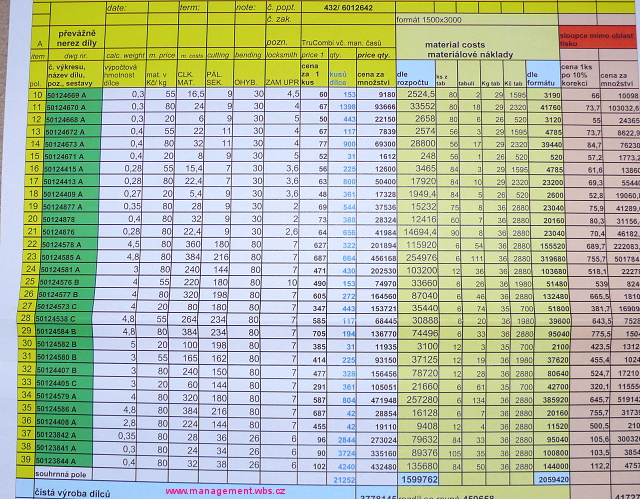
Ukázka řádné položkové kalkulace v praxi: Fragment mojí tabulky pro sériovou výrobu z tenkoplechů včetně, navíc s výsledky výchozích formátů materiálu pro nákup.
Detailní rozpočet pro CNC tenkoplechovou výrobu přizpůsobený požadavkům klienta.
8. Zámečnická výroba vč. údržby a opravárenství.
Oceňování výrobků různého druhu.
Jedná se o položky které nejde vtěsnat do nějakých šablon, ke každému typu výrobku se přistupuje individuálně.
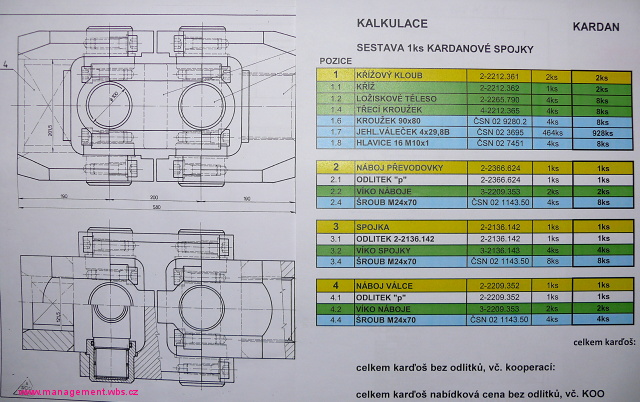
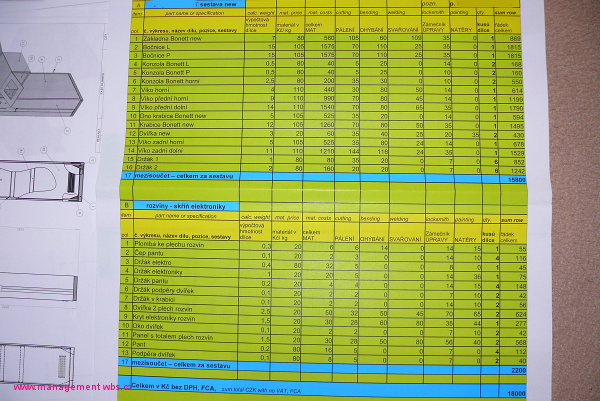
Obrázek ukazuje jednoduchou, ale srozumitelnou tabulku s odlišením členění do podsestav a detailů. Každému řádku přísluší pak technologický postup doplněný cenami ( tajné ). Výrobek pro hrubé strojírenství - kardanová spojka pohonu válcovací tratě byl ale tak technicky komplikovaný, že výpočet zabral 90 hodin čistého času..
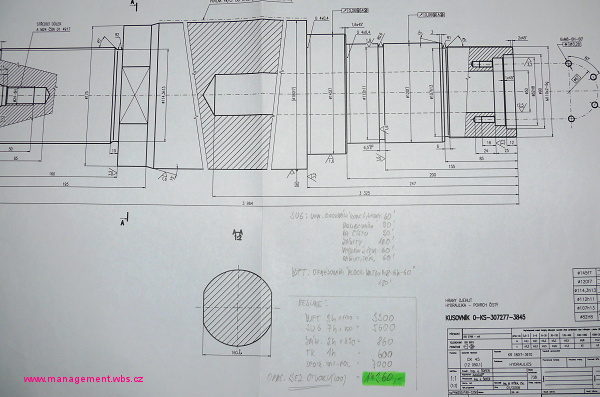
Leckdy není dostatek času a je-li to možné ocenit "on sight" nedělá se potom tabulka vůbec. Oskenovaný výkres s cenou může být dostatečným podkladem pro cenovou nabídku. Zde kalkulace nové pístní tyče na počkání, kvůli opravě a odstávce v provozu...
Metodika rozpočtování:
Aneb každá sranda něco stojí. Nás ale zajímá kolik ?
Ukázková situace: Na obrázku dole je mosazná závitová spojka zvaná šroubení DN 50 čili dva "coule", s kteroužto poptávkou přišel poměrně dlouholetý a nikoliv bezvýznamný zákazník. Potíž byla v tom, že se nejednalo přesně o normalizovaný výrobek, ale vevnitř byla jakási drážka a atypický zápich - výkružek v jedné dosedací ploše. Požadované množství 3ks...

A tu se začíná krátký, ale poučný příběh na výše uvedené téma. První rozhodnutí vzít normalizovný kus a předělat padlo, protože by to nepasovalo. A tak tedy následující rozpočet:
| Spojka závitová mosazná DN 50 | 3ks | 1 kus | ||
| MAT | KR 70 CuZn 16kg | 175 | 2800 | |
| uřezat 1x | 60 | 60 | ||
| dovézt 10km | 8 | 80 | ||
| MAT | mat. celkem | 2940 | 980 | |
| OC | ofrézovat 6hr tvar na celku | 21' připr.+ 15' fréz. | 540 | 180 |
| SST | soustružit hotově dle výkr. | 21' připr.+ 12' sst. | 330 | 110 |
| OB | obrážet vnitř. drážku 2x3 do hl.25 | 21' připr.+ 3' ob. | 240 | 80 |
| ZAM | upravit odjehlit, připr k expedici | 60' | 420 | 140 |
| VRN | spotř. mat. závitové plátky | položka | 600 | 200 |
| Celkem | 5070 | 1690 | ||
Zákazník ví, že takové šroubení se prodává běžně okolo 600 Kč kus, (ale dá se koupit i za 450 Kč, pozn. autora) a je mu těžko vysvětlit proč takový rozdíl. Uvedené ceny jsou spočítány na doraz a ještě to dáte obchodníkovi se slovy "na, máš to hotové, a dej si tam jen marži..."
Jak takový rozpočet vzniká ?
1. MATERIÁL - pokud nemáte / neseženete materiál, můžete takovou poptávku rovnou skartovat, dál je to ztráta času. V případě speciálních bronzí nebo nerezí by uvedené množství ani nestálo za námahu něco řešit, protože jenom náklady na zásobovače a jeho telefonování by se vyrovnaly celkovým nákladům na výrobu zakázky.
To je ovšem jenom začátek, protože leckdy materiál je, ale za A, tyčku vám nikdo neuřeže na míru (200 mm kousek), za B když uřeže tak je materiál daleko... za C, anebo obojí. K bodu B nutno upozornit, že při objednání malého množství materiálu ze zahraničí leckdy cena dopravy vyrovná se ceně kupovaného materiálu, zažil jsem už i čtyřnásobek... Dále máme bod D materiál je k dispozici , ale v tak nemožném rozměru (průměry u trubek třeba), že náklady na opracování jsou často dvoj...i vícenásobné.
Hustý. Tohle všechno musí zvládnout zásobovač a rozpočtář po něm při tvorbě nabídky, no vidíte - ještě nemáte nabídku a už vás to stálo: Z 1h x 600 + R 1h x 800 = 1400Kč na dva chlapy nebo na jednoho za ideálního předpokladu, že s tím stráví 2 hodiny...
2. TECHNOLOGIE - zde bylo nutno vyřešit dilema zda osmihran nebo šestihran nebo kulatinu. Nakonec se podařilo sehnat kulatinu, dokonce i s tím že uříznou požadovaný kousek, zas někdo musí ovšem sebrat auto a dovézt a to taky něco stojí...
Výchozí rozměr polotovaru určí postup a rozsah operací - konkrétně opracování což má nezanedbatelný vliv na cenu.
(Soustružení je včetně upíchnutí, přepnutí, otočení a odjetí druhého konce.)
3.OBCHOD - obchodníkovi uznávám, že to má nejtěžší, musí totiž přesvědčit zákazníka, že atypické nenormalizované součásti v malém množství jsou sranda, která něco stojí. K tomu mu může dopomoci výše uvedená tabulka. Tak vidíte, že rozpočty mají smysl.
"Na tohle mám dát nějakou marži ??? Cos mi to tam napočítal ?!?"
Závěr: Když mi kolega ukázal poptávku na hliníkový plech 2 mm x 100 mm x 200 mm s jednou dírkou a jedním ohybem v celkovém množství JEDEN KUS, bez zaváhání jsem odpověděl: To máme hodinu hledání plechu někde ve zbytkách na jednoho zámečníka = 400 Kč. Hotová cena. Kolega vytřeštil oči. Tak mu povídám, varianta rozpočtu "B": Předpokládejme že takový zbytek vůbec je, a nákupčí jenom ťukne do PC a hned ho najde, tak výroba + příprava + expedice zase hodina zámečník což se rovná = 400 Kč. Howgh !
Co tohle znamená ? Že každý rozpočet musí vycházet z reality a daných podmínek...
Základní způsoby vypořádání kalkulace:
1. POLOŽKOVÉ
podstata: Každá položka je zpracovávána samostaně, vyžaduje napsat TG postup u každé položky a nacenit všechny operace. Výsledná cena je souhrnem operačních časů a výchozího materiálu x počet kusů+ dávkových časů, kooperací a VRN na položku
výhody: přesnost, kontrolovatelnost nákladů
nevýhody: závisí na přesnosti TG postupu, nároky na odbornost, zdlouhavé
2. OKRUHOVÁNÍ
podstata: Nová vlastní metoda založená na principu, že podobné věci se dělají podobným způsobem. Existují tak okruhy – skupiny materiálů, položek a podobných dílců. Je nutno znát rámcový technologický postup, a přihlédnout k zvláštnostem jednotlivých položek, tj. vypíchnout atypické materiály, dát si pozor na speciální požadavky atd.
výhody: poměrná přesnost, vysoká rychlost
nevýhody: závisí na mimořádných zkušenostech, riziko chyby
3. VÝPOČTOVÉ
podstata: Použití prostých empirických vzorců, tabulek, normativů, rozpočtářských programů k zajištění cíle.
výhody: dávají ucelenou představu o konkrétní položce, kontrolovatelnost
nevýhody: záleží od užité metody, požadavky na kvalifikaci či investice
4. PROGRAMEM
podstata: Pro obrábění užití programu pro CNC výpočet dráhy nástroje a parametrů
výhody: vysoká přesnost za předpokladu eliminace chyb
nevýhody: vysoké nároky na odbornost, nákladovost (pořízení SW, personál)
5. VÝROBNÍ
podstata: Ověřovací série u hromadné výroby či nultý kus u složitých dílců realizovaný napřed, cena stanovena po naběhnutí skutečných výrobních nákladů, materiálů. atd.
výhody: vysoká přesnost za předpokladu korekcí a rozpuštění ostatních nákladů (přípravky, kooperace, nástroje aj.)
nevýhody: podmíněno obchodními dohodami se zákazníkem