SVAŘOVÁNÍ - Legislativa‚ normy



SVAŘOVÁNÍ - Legislativa, normy
NORMY A RECENZE NA NĚ
(Článek se vztahuje ke stavu dokumentů, tak jak byly v lednu 2013, dále už o normách nebude pojednáváno, protože to, vzhledem ke kontinualitě změn v dokumentech, považuji za zbytečné).
Dnes si vezmeme na paškál některé z dokumentů tolik „oblíbené“ administrativy.
Jsou normy dobré a potřebné, a normy špatné – o ničem, vydané jen pro obživu úředníků a zbytečné zatěžování výrobních organizací. Podíváme se na různé z nich:
Nejhlavnější norma EN 1090 - na konstrukce stále ještě nevešla v plnou platnost. Loňský rozklad, který podaly jižní státy EU pro nedostatek personálu vyprší v červnu 2013 ovšem plánuje se sloučení s normou DIN 18800( např. -7:2008-11 ). Tato „dinka“ je s uvedenou v souběhu a postupně s ní bude sloučena a zrušena, Němci však měli výhrady k některým pasážím EN 1090 – takže definitivní podoba a plná legitimita se opět o něco pozdrží.
U nás je tato hlavní norma zavedena jako: ČSN EN 1090-2+A1 Provádění ocelových konstrukcí a hliníkových konstrukcí - Část 2: Technické požadavky na ocelové konstrukce
Zde uvádím náhled na jednu z velice zajímavých diskutabilních pasáží:
Kdo co může dozorovat v svařování podle ČSN EN 1090-2+A1 ?
To se dočteme na straně 56 této normy kde je podobná tabulka:
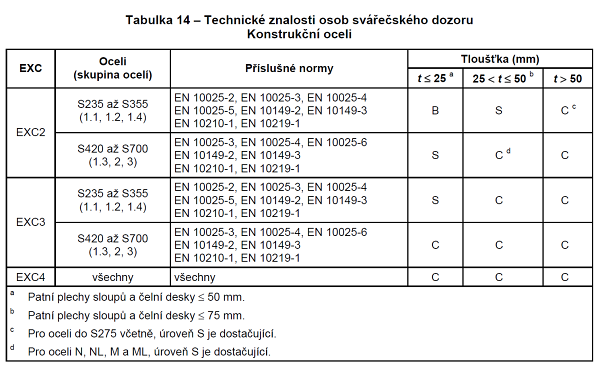
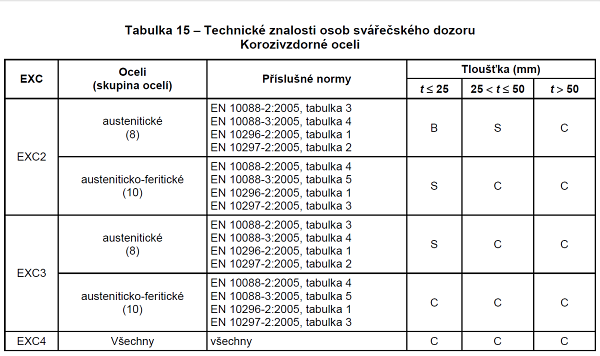
Přičemž B, S, C znamená skupiny dozoru se základními, standardními, vyššími znalostmi tak jak je uvedeno v ČSN EN ISO 14731 Svářečský dozor - Úkoly a odpovědnosti
Ale co tam je vlastně uvedeno ?
Náhledem do této normy zjistíme na straně 8 definice pro jednotlivé skupiny v kapitole 6.2 jako naprosto nejasně a nejednoznačně definované kvalifikace s odvolávkou na přílohu A na protější straně.
Tam jsou tři kvalifikace IWE, IWT a IWS, svářecí inženýr, technolog a specialista – (jakožto nejnižší). Přičemž doporučuji vzít na zřetel, že se jedná o přílohu pouze informativní, která byla zpracována na základě dobrovolnosti doporučení (nikoliv však nařízení ! )pro minimální požadavky na personál.
Rozhodně nelze tedy tabulku chápat tak, že C= IWE, B= IWT, S=IWS , protože jednotlivé přiřazení má doporučující charakter, kterému je ovšem nadřazená výrobková norma pokud je potřebná, pokud ne pak platí interní postupy a podnikové směrnice navázané na ISO 3834
Interpretace, kterou u nás na všech školeních provádějí sami zástupci normotvorných a příslušných institucí je chybná. Tuto interpretaci, kterou zde sám uvádím na základě chybných informací tímto popírám.
Závěr: B, S, C není jednoznačně definováno v návaznosti na kritéria personálu.
PS: Znám skutečně firmu, a nikterak malou, kde svařování dozoruje uklízečka ve funkci technologa. Příslušná školení nemá, jenom přidělené kompetence…Myslet si o tom můžeme, co chceme. Já raději už vůbec nic.
Dále zde krátce zrecenzuji několik známých i málo známých norem:
ČSN EN ISO 9004 Řízení udržitelného úspěchu organizace – Přístup managementu kvality
Tato dvojjazyčná norma pojednává o tom jak uspořádáním systému, zejména jeho efektivitou můžeme eliminovat ztráty ve výrobě. Neříká a ani nemůže přímo co a jak udělat, ale vnímavému a racionálně uvažujícímu člověku dává hodně podnětů k inspiraci. Doporučuji.
ČSN EN 1792 Svařování – Vícejazyčný seznam termínů ze svařování a příbuzných procesů
Vícejazyčná norma vysvětluje široké spektrum pojmů z oblasti svařování v JČ, AJ, FJ a NJ. Technologové, inženýři, kontroloři a všichni co komunikují se zahraničními klienty jistě uvítají tento dokument. Velice doporučuji.
ČSN EN ISO 17659 Svařování – Vícejazyčný slovník termínů svarových spojů se zobrazením
Podobná jako předešlá navíc s ilustrovanými typy jednotlivých spojů a případů. Je dobré, že se takové dokumenty vydávají. Velice doporučuji.
ČSN EN 12584 Vady při řezání kyslíkem, laserem a plasmou – Terminologie
Podobná jako předešlá, vícejazyčný dokument s ilustracemi, potřebný pro všechny technology, přejímače a kontrolory. Velice doporučuji.
Trochu o jakosti:
ČSN EN ISO 9000 Systém managementu kvality – Základní principy a slovník
Dvojjazyčná norma vhodná pro správce systému jakosti. Pozoruhodný je na ní vložený list s odmítavým stanoviskem – zbavení odpovědnosti za soubor PDF od Adobe S. I. Počítám, že do budoucna by tam mohly být i licence od výrobců papírů a tiskových barev, popřípadě všech zúčastněných stran na tomto dokumentu včetně donášky pošťáka, pokud to nestahujete z ČSN webu. Nic moc.
ČSN ISO/TR 10017 návod k aplikaci statistických metod v ISO 9001:2000
Dvojjazyčná norma pro specialisty, kteří v ISO musí vykazovat, reportovat pomocí statistických metod. Nic moc.
ČSN ISO 10015 Management jakosti - Směrnice pro výcvik
Dvojjazyčná norma pro spíše pro personalisty, kdyby nebyla tak zbytečně zbyrokratizovaná (vysvětlivky kdo je lektor), mohla by i být nějakým jiným přínosem, než slovníkem pojmů. Nic moc.
ČSN ISO 10014 Management kvality - Směrnice pro dosahování finančních a ekonomických přínosů
Dvojjazyčná norma, která dává možnosti jisté inspirace, ale pro nadměrnou byrokratizaci nebude v praxi k ničemu. Namísto rozsáhlých analýz a reportování je jednodušší čas věnovat kontaktování nových zákazníků. Zbytečně popsaný papír. Nedoporučuji.
ČSN EN ISO/IEC 17020 Posuzování shody – Požadavky pro činnost různých typů orgánů provádějících inspekci.
Dvojjazyčný dokument vymezující některé pojmy a kritéria v managementu jakosti. Doporučuji.
ČSN ISO/IEC 27000 Informační technologie – Bezpečnostní techniky – Systémy řízení bezpečnosti informací – Přehled a slovník
Naprosto zbytečný dokument plný prázdných pojmů a neurčitých definicí, hlavně že je opatřen copyrightem a odmítnutím odpovědnosti za PDF soubor, tohle přeci zde nemůže chybět…
Trochu o měření:
ČSN EN ISO 286-2 Geometrické specifikace produktu (GPS) – ISO systém kódu pro tolerance lineárních rozměrů – Část 2: Tabulky normalizovaných tolerančních tříd a mezních úchylek pro díry a hřídele. Pokud nemáte strojnické tabulky - naprosto nezbytný dokument pro obrábění. Velice doporučuji.
ČSN EN ISO 13920 Svařování – Všeobecné tolerance svařovaných konstrukcí – Délkové a úhlové rozměry – Tvar a poloha
Klasika, o které není třeba diskutovat. Mně jen zajímá, jak na ni bude nahlíženo v 1090ce, nemusí to být až tak jednoznačné. Velice doporučuji.
Zvídavého čtenáře také možná napadne nač je norma
ČSN EN ISO 1101 Geometrické specifikace výrobků (GPS) – Geometrické tolerování – Tolerance tvaru, orientace, umístění a házení
když se vůbec nevyužívá ani na výkresy se nepředepisuje, velice doporučuji pořídit ji pro srovnání se známou ČSN ISO 2768.
ČSN EN ISO 8015 Geometrické specifikace produktu (GPS) – Základy – Pojmy, principy a pravidla
Neúplný a zbytečný dokument, v jehož závěru to autoři sami přiznávají. Metrolog společnosti hledající oporu v předpisech zjistí, že předpis, který nic neřeší, je opravdu ztráta času. Nedoporučuji.
ČSN EN ISO 544 Svařovací materiály - Technické dodací podmínky přídavných materiálů a tavidel - Druhy výrobků, rozměry, mezní úchylky a označování
Vydaná v říjnu 2011 a zrušená hned 1. listopadu 2011 ČSN Online ovšem vede jako platnou i neplatnou zároveň. Raději nic nedodávám.
Když úřední šiml řehtá:
Jako úplně nejhorší a nikterak poslední chuťovky odkazuji na dva zcela zbytečně vydané dokumenty, ačkoliv stačilo již jen provést opravy v nové edici, vůbec nic by se nestalo, ale šiml zkrátka musí řehtat. Spočítal někdo kolik tohle vůbec stojí ?
ČSN ISO 2768-1 ZMĚNA Z1 Všeobecné tolerance – Nepředepsané mezní úchylky délkových a úhlových rozměrů Jeden list s několika popsanými řádky...
ČSN EN ISO 17635 OPRAVA 1 Nedestruktivní zkoušení svarů – Všeobecná pravidla pro kovové materiály Tohle je celé co tam naleznete a komentář to ani nepotřebuje:
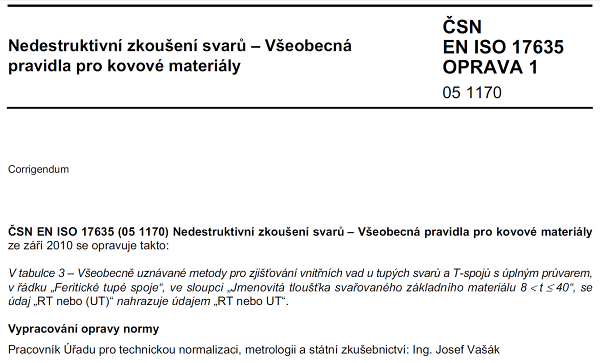
no není to dokonalé ?
--------------------------------------------------------------------
NORMY A ZMĚNY
(Článek se vztahuje ke stavu dokumentů, tak jak byly v lednu 2011)
- ČSN EN 287-1 Zkoušky svařečů, zvlášť tupé a zvlášť koutové spoje rozsah zkoušky pro jeden typ spoje již nekvalifikuje druhý spoj.
- ČSN EN ISO 4063 Změněno značení metod svařování, změněno označování drátu HC , počtu elektrod atd. Nadále koexistuje různé označování metod vedle EN i zkratky dle DIN či US standardů. Dále se mění znační postupů při svařování při žárovém stříkání, příloha B.
- ČSN EN ISO 17672 Tvrdé pájení – zcela nové.
- ČSN EN ISO 14171 Ruší EN 756 Klasifikace svařovacích materiálů
- ČSN EN ISO 3580 Žárupevné elektrody
- ČSN EN ISO 18274 Pásky pro navařování, svařovací dráty
- ČSN EN ISO 17637 Nahrazuje 970, vizuálky, personál dle ISO 9712
- ČSN EN ISO 17640 UT –AL2, AL3
- ČSN EN ISO 13445 Tlakové nádoby –komplet změněna !!!
- ČSN EN ISO 13480-2 Tlaková průmyslová potrubí
KONSTRUKCE A ZMĚNY
ČSN EN 1090 a zejména-2 (zrušena 732601) Provádění ocelových konstrukcí a hliníkových konstrukcí - Část 2: Technické požadavky na ocelové konstrukce.
Velký i malý svářečský průkaz pro organizace již neexistuje, zcelá nová norma dělí konstrukce do klasifikačních tříd EXC1 – 4. Z hlediska svařování a požadavků na zajištění personálu svářečského dozoru v provádějící organizaci "vyplývá mimo jiné toto":
Kce třídy: stačí (musí být) certifikace dle 3834- : pověřený sv. dozor:
EXC 1 - 4 sv. technolog
EXC 2 - 3 do 25mm tl. sv. technolog nad tl. 25mm sv. inž.
EXC 3 a 4 - 2 výhradně svářečský inženýr
Nová poznámka autora: V době kdy jsem toto psal nebyla norma ještě k dispozici, viz výše. Je to omyl který rozšiřují snad všichni až po hlavu certifikovaní školitelé. Bohužel to není pravda. Narovnání viz výše.
Bližší info na ČAOK
WPQR
platí 1-3 roky v závislosti na NDT zkoušek pro oceli, nad jakost 355 musí být NDT vždy u každého výrobku.
WPQR
nad 3 roky – propadne, musí se udělat komplet nová ( pWPS, svaření, zkoušky atd.)
---------------------------------------------------------------------------------------------------------
JAK CERTIFIKOVAT SVAROVÝ SPOJ ?
Zde uvádím postup akreditovaného školícího střediska který JE NESPRÁVNÝ a poslouží technologům jako test. Projděte si celý postup podle platných norem v závislosti na typu podnikové výroby, tak se velice dobře proškolíte:
Postup žadatele o provedení kvalifikace svařování podle ČSN EN ISO 15614-1, 2
I. Příprava k inspekci:
Před zahájení vlastní inspekční činnosti insp. orgánu, musí žadatel provést následující úkony a splnit požadavky uvedené v této Instrukci k provedení zkoušky.
1. Zpracovat pWPS:
Na základě výrobních požadavků a potřeb výroby (druh svaru, tloušťka a druh svařovaného materiálu, metoda a poloha svařování, atd.) zpracuje svářečský dozor předběžné postupy svařování pWPS. Navržené pWPS je vhodné předem konzultovat s inspektorem, který bude dozorovat zavaření vzorků.
Výsledek: ano / ne
2. Připravit vzorky materiálu:
Podle návodu v ČSN EN ISO 15 614-1, 2 připravit materiál k provedení zkušebních vzorků WPQR. Plechy BW 350 x 150 mm – 2 ks, FW 150 x 350 mm – 2 ks
Trubka průměr xx, délka 1 kusu 150mm – 2 ks
Připravit svarové plochy u BW svarů podle ČSN EN ISO 9692-1
Výsledek: ano / ne
3. Připravit dokumentaci:
Atest k základnímu materiálu.
Atest k přídavnému materiálu.
Atest od ostatních materiálů – plyn atd.
Výsledek: ano / ne
4. Mít k dispozici, nebo zabezpečit:
Kalibraci (ověření) svářečky pokud má digitální ukazatele proudu (A) a napětí (V).
Nejsou-li digitální ukazatele, nutno mít k dispozici ověřený klešťový ampérmetr.
Ověřenou měrku na měření velikosti svarů a luxmetr ke kontrole intenzity osvětlení při VT.
Výsledek: ano / ne
5. Zahájení inspekce:
Po přezkoumání žádosti č.XX, inspektor prověří splnění všech bodů článku - Příprava k inspekci. Prověrku lze zahájit telefonicky a dokončit na místě inspekce. Je-li odpověď na všechny body kladná, může inspektor zahájit vlastní inspekční činnost.
II. Inspekce svařování WPQR
1. Svaření zkušebních vzorků:
Po splnění výše uvedených požadavků, lze přistoupit k svaření vzorků. Doporučuje se připravit ke každé WPQR raději dvě sady vzorků (pro případ vzniku vady) a aby si svaření vzorků svářeč předem vyzkoušel. V dohodnutém termínu přijede inspektor na místo svařování vzorků ve firmě žadatele, kde svářeč svaří vzorky a inspektor zaznamená potřebné údaje o svařování.
2. Převzetí vzorků:
Inspektor označené vzorky předá k posouzení do akreditovaných zkušeben.
3. Protokol WPQR :
Na základě kladných výsledků zkoušek, insp. orgán zpracuje a vydá Inspekční certifikát - WPQR.
WPQR mají v souladu s ČSN EN ISO 15614-1, 2 platnost pouze pro parametry v nich uvedené a pro adresu a místo výrobce.
-----------------------------------------
SPRÁVNÝ POSTUP, čili pWPS►WPQR►WPS►Výroba►Šrotiště
POSTUP KDO CO DĚLÁ
1. pWPS
technolog volba spoje a příprava pWPS, zajištění akce, příprava materiálů, žádost u insp. orgánu, žádost u AO laboratoře pro provedení příslušných NDT zkoušek.
2. Vlastní zkouška
svařeč svaření kontrolní desky za přítomnosti inspekčního orgánu a sv. dozoru, technolog záznam skutečných hodnot do pWPS, dopřesněná pWPS, inspektor svařování dozorování procesu, označení zkušebního vzorku, převzetí dokumentace
3. WPQR –schválení a vystavení insp. orgánem na základě úspěšných zkoušek. Neúspěšná zkouška opakovat bod 2.
4. WPS pro výrobu technolog vystaví na základě bodu 3.
5. Užití ve výrobě, na prvních 5 svarů na výrobku nutno provést NDT dle WPS
6. Vlastní výroba
---------------------------------------------------
To je obecné schéma pro provádění výrobků v souladu s ČSN EN ISO 3834 doporučuji certifikaci na nejvyšší level čili -2.
Nakonec po tom všem zjistíte, že se svařuje kořen tigem, aby to vůbec vyšlo, úplně jiným způsobem a WPS visí na dílně jen pro auditora. V čem je chyba ? V neskutečně přebujelém nesmyslném byrokratickém systému. Jste si opravdu jisti, že parametry proudu a napětí jsou pro WPS relevantní, když vše řídí jednotka v závislosti na rychlosti svařování, postupu hořáku a délky oblouku což jsou zcela proměnlivé veličiny...
------------------------------------------------------------------
WPQR a TLAKOVÉ NÁDOBY
Zjednodušený POSTUP co budeme potřebovat
Směrnice EU PED 97/23/ES pro tlaková zařízení a nařízení 26/2003 Sb., kterým se stanoví technické požadavky na tlaková zařízení Změna: 621/2004 Sb.
ČSN EN 13480-1 až -5 Kovová průmyslová potrubí
Základní svářečské standardy
jakost dle 3834-2
dozor dle ISO14731
zkoušky svářečů dle EN 287
kvalifikace postupů svařování-WPQR dle EN ISO 15614
materiály základní a přídavné, zkoušky dle ČSN EN1597
NDT personál dle ISO 9712 atd....
Výrobkové normy
druhy-skupiny zařízení
kategorie dle tlaku, průměru, média...
Některé závažné nejčastější omyly a bludy
1. Za správnost užitého materiálu pro tlaková zařízení zodpovídá jeho výrobce. Není to pravda, za správnost materiálů včetně skrytých vad atd. zodpovídá zhotovitel, který nádrž vyrobil, protože si veškeré vstupy měl prověřit. A to se týká jak ZM tak i PM. U mimoevropských dodavatelů materiálů je to dokonce předepsaná povinnost, je tedy vždy nutná zkouška ZM i PM u akreditované laboratoře. Pokud někdy dojde k havári zodpovídá vždy výrobce. (zvlášť prokáže –li provozovatel, že z jeho strany bylo vše v pořádku)
2. Ale vždyť my nevyrábíme tlakovou nádobu, ale jenom náhradní díl dle výkresové dokumentace. Absolutně nejrozšířenější blud, není to pravda, zhotovitel je povinen si ověřit co dělá a k čemu vyráběný díl slouží a v jakých podmínkách bude pracovat. Objednatel musí zhotovitele certifikovat jako dodavatele způsobilého k výrobě komponentů a oprav tlakových nádob, samozřejmě že objednatel musí být notifikovaná osoba k těmto úkonům.
3. Na kdejaký polotovar je třeba mít zvlášť WPQR. WPQR je doklad způsobilosti organizace a na základě kterého si můžete vygenerovat tolik wps pro různé spoje, kolik jich jen pokryje rozsah kvalifikací WPQR referenčního spoje. Rozsah kvalifikací určuje tabulka v příslušných normách, kupř. dle nového trubka pokryje (kvalifikuje) i plechy. To je ovšem jen jedna cesta, pro některé součásti, konstrukce, které nejsou hlavním výrobním programem stačí certifikace dle některé z vhodně použitých norem Stanovení a kvalifikace postupů dle... ČSN EN ISO 15610, 15611, 15612, 15613 atd., se zřetelem na omezení v těchto nebo příslušných výrobkových normách.
Co tedy třeba řešit při výrobě tlakových nádob ?
1. Specifikovat výrobkovou normu
2. Definovat kategorii –třeba potrubí dle ČSN EN 13480-1
3. Stanovit provozní podmínky, minimální teploty
4. Zohlednit materiály – řešit požadavky na předcházení křehkého lomu
u duplexů KV zkoušky, u feritických ocelí požadavek na doložení % feritu v TOO = odběr vzorků, u heterogenních spojů 3 zkoušky = svaru a obou materiálů zvlášť ještě, vzorky z TOO.
5. Určit rozsah NDT
6. Stanovit plán kontrol a zkoušek jakosti, třeba předvýrobní zkouška dle ČSN EN ISO 15613 atd.
7. Definovat požadavky na personál, svářeči, dozor, NDT, revizní technik.
8. Mít zavedený systém jakosti.
Pokud výrobkové normy požadují kontrolu svařování, použije se jako podklad EN ISO 3834-1 až 6. Např. požadavek je uveden v EN 1090, EN 12 732, EN 12 952, EN 12 953, EN 13 480, EN 13 445, EN 15 085 aj.
Výběr úrovně požadavků na jakost se provádí dle:
• výrobkových norem
• právně-technických předpisů a pravidel
• požadavků zákazníka v SOD
Výběr úrovně požadavků na kvalitu závisí na:
• charakteru prováděného výrobku
• provozních podmínkách výrobku
• sortimentu vyráběných výrobků
• typu průmyslového použití
Kritéria pro výběr nejvhodnější úrovně kvality:
• rozsah a důležitost kritických technických podmínek z hlediska bezpečnosti výrobků
• komplexnost prováděné výroby
• sortiment vyráběných výrobků
• rozsah různých používaných materiálů
• možný rozsah metalurgických problémů, které mohou vzniknout
• možný rozsah výrobních vad (přesazení, deformace, vady ve svarech), které ovlivňují proces výroby
Výrobkové normy, které požadují shodu s EN ISO 3834, kladou důraz na dvě kritické oblasti výběru úrovně požadavků na jakost:
• na charakter výrobku z hlediska jeho bezpečnosti
• na význam (úroveň) dynamického namáhání výrobku během jeho provozu
• Kalibrace svařovacího zařízení – je proces, při kterém je část zařízení zkoušená v daných intervalech odpovídajících etalonům měření o známé přesnosti a v porovnání se skutečným měřením se pak stanovuje shoda s předpisem.
• Validace proces prokazující měřící zařízení, že jednotlivá měření jsou vyhovující – ve shodě s předpisem. To se provádí při použití kalibrovaného přístroje nebo etalonu měření.
• Kalibrace svařovacího zařízení se provádí – požaduje všeobecně pouze tehdy, pokud jakost a opakovatelnost svarů na ní zavisí, tj. na použití nastavených stejných parametrů (proudu, napětí, rychlosti svařování, průtoku ochranného plynu nebo použití pulzního svařovacího procesu) a také obdobných technologických podmínek dodržených při svařování (dle WPS).
K tomu nutno dodat, že pro provedení daného svaru v požadované kvalitě existuje více cest a každé zařízení pracuje s určitými rozpětími hodnot.
• Kalibrace se požaduje i u zařízení – pro NDT, tlakové zkoušky, postup tepelného zpracování, měření teplot předehřevu, interpass, dohřevu atd .
• Kalibrace se také požaduje – u měřidel rozměrů, tvarů, pro stanovení i dokladování výsledné přesnosti výrobku, klešťových ampérmetrů (včetně verifikace).
• Výrobce musí určit ve „Směrnici pro svařování“, které přístroje, zařízení, měřidla se musí kalibrovat a u kterých se musí uchovávat záznamy o kalibraci.
CO je CO ?
V této krátké kapitolce je objasnění některých pojmů, které jsou většinou nepřesně vykládány. Předpokládá se, že základní zkratky NDT, TZ, PM a ZM a pod., jsou návštěvníkům s minimem technických znalostí dostačně známy. Seznam si nečiní nároky na úplnost.
Plán kontrol a zkoušek jakosti Dokument kde je uvedený výčet všech kroků a potřebných opatření k zabezpečení ověření zda bylo dosaženo požadované jakosti či parametrů. Jde o schéma s určením zkoušek, NDT testů, prohlídek, termínů, rozsahu a požadovných stupňů jakosti. Může obsahovat kopie dokladů výsledků o provedených zkouškách, přílohy náčrtů prováděných měření vč. záznámů, svářečský deník aj.
Pracovní instrukce, návodka Je jednoduchá specifikace s nákresem a popisem pro provedení jednotlivého konkrétního typu svarového spoje. Zpravidla slouží přímo pro použití ve výrobě, na dílně.
Pracovní, výrobní směrnice Je souhrnem více instrukcí, návodek, většinou se jedná o tabulkový přehled jednotlivých spojů s příslušnými specifikacemi a požadavky na jakost.
Technologický postup svařování Jednoznačně definovaný sled činností před, během a po skončení realizace svařování. Tyto činnosti se seskupují do operací, jde tedy o součást technologickýho postup výroby sestavy, podsestavy, dílce. Jednoduchý postup je nazýván instrukcí, návodkou.
Předběžná specifikace postupu svařování (pWPS) Přípravný dokument s definovanými parametry a podmínkami, podle kterých se realizuje svarový spoj na zkušebním kusu pro kvalifikaci na WPQR..
Protokol o kvalifikaci postupu svařování (WPQR) Dokument který kvalifikuje organizaci jako způsobilou pro provádění svarového spoje daných parametrů dle pWPS a kladných výsledků NDT i DT zkoušek. WPQR platí vždy pro rozsah určitých spojů, poloh, tlouštěk a jakostí materiálů dle příslušných kvalifikačních tabulek v normách.
Zkouška postupu svařování Zhotovení, svaření a zkoušení normalizovaného zkušebního kusu uvedeného v pWPS a provedeného za účelem získání kvalifikace svařování WPQR. Provádí se za přítomnosti nezávislého inspekčního orgánu a svářečského dozoru výrobce.
Specifikace postupu svařování (WPS) Dokument-y vygenerovaný-é z WPQR, poskytuje údaje pro provádění konkrétního svarového spoje ve výrobě dle rozsahu parametrů daných kvalifikací WPQR . Pro jednoúčelový typ spoje – např. hromadné výrobě není nutno zřizovat WPQR pokud postačí nechat kvalifikovat WPS, je tato možnost, viz níže.
Vyzkoušený svařovací materiál ČSN EN 15610 Způsob kvalifikace na základě prověřeného svařovacího materiálu, odzkoušeného a dodaného podle dle příslušných norem a technických dodacích předpisů a podmínek. Užívá se pro použité obdobné základní materiály dle tabulky, nelze užít tam kde jsou požadavky na vrubovou houževnatost, předehřev, řízený tepelný příkon, interpass teploty a TZ po svařování. WPQR může být vyžadována výrobkovou normou nebo specifikacemi.
Předchozí svářečská zkušenost ČSN EN 15611 Způsob kvalifikace na základě prokázání, že výrobcem používané svářečské postupy při výrobě byly způsobilé pro provedení svarů v jakosti, která je požadována i následně. Vhodné pro podobné typy svarových spojů, svařovací parametry a jakosti materiálů. K dispozici musí být NDT protokoly, nebo záznamy o tlak zk. a podobně, dále BUĎ přehled svářečské výroby alespoň po dobu jednoho roku příslušného období, ANEBO použitelnost svarů v provozu v příslušném časovém období. Za časové období se považuje 5 let není-li stanoveno jinak. WPQR může být vyžadována výrobkovou normou nebo specifikacemi.
Normalizovaná specifikace postupu svařování ČSN EN 15612 Způsob kvalifikace pořízením jednotné pWPS která bude po zkoušce považována za normalizovanou WPS , třeba i pro více výrobců. Je podmíněna zavedeným systémem jakosti a možností sledovat a kontrolovat jednotnost svařovacího procesu, zařízení a vstupovaných materiálů, požadavky viz tabulka v normě. Všechny změny nebo revize vyžadují novou kvalifikaci. WPQR není vyžadována,omezení použitelnosti viz norma.
Předvýrobní zkouška svařování ČSN EN 15613 Způsob kvalifikace adekvátní zkoušce postupu svařování, avšak normalizovaný zkušební kus je nahrazen reálným polotovarem, který je výrobkem. ( Shodovat se můžou jenom parametry spoje nemusí jít nutně o první kus z výroby. Skutečné díly ale musíme použít u odporového svařování ). Dokládá se nutně protokolem WPQR.
Výrobková norma Stanovuje většinou doplňující zkoušky, např. podélnou zkoušku tahem svarového kovu spoje, chemický rozbor, korozní zkoušky, mikroskopickou kontrolu, měření obsahu ,,delta feritu“, zkoušku tahem křížových spojů, pro získání doplňujících dat. Před NDT musí být provedena všechna stanovená tepelná zpracování po svařování zkušebního kusu. Výrobková norma je nadřazená ostatním normám a postupy se musí přizpůsobit, kupř. pro vyhrazená zařízení, jako tlakové nádoby je WPQR nutností stejně jako další požadavky dle provozních podmínek a nutnosti splnit konstrukčně-technologické specifikace na výrobek kladené. Metody svařování většinou nemohou mít společnou kvalifikaci, jsou i některé vyjímky jako svařování MIG MAG automatem konverzní hlavou (SAW ale tato metoda je dle norem považována za MIG MAG i když je prováděná na automatu).
Kalibrace Je soubor úkonů, kterými se za stanovených podmínek určí vztah mezi hodnotami veličin indikovanými měřicím systémem či přístrojem a hodnotami reprezentovanými ztělesněnou mírou, které jsou realizovány standardy - etalony.
Verifikace Je ověřování, kontrola pravdivosti požadovaných vlastností systému, nebo funkce přístroje porovnáním s fakty.
Validace Je uznání platnosti.