SVAŘOVÁNÍ - Komplikace a problémy
O tom, že teorie je šedá a strom života zelený psal už nejeden klasik. V této sekci chci ukázat, že ne všechno se dá vtěsnat do norem a předpisů a že ne "znalosti", ale porozumění je kapitál.
Enormní nahromadění velkých svarů
Projektantům, konstruktérům a designérům svarových spojů se už od začátku vtlouká poučka: Vyhněte se nahromadění svarů ! Z toho titulu je skoro každý rám jízdního kola šmejd výrobkem, pokud styčníky nejsou řešeny lisovanými mufkami nebo konstrukce není monobloková...(karbon). V strojírenské praxi jsou však výrobky z branží kde se tomu někdy vyhnout nedá. Co hrozí ?
1. Spotřeba přídavného materiálu- náročné na výpočet i objednání (termíny)
2. Spotřeba časů - náročné na znormování. (interpass, postup, manipulace, PWHT, WPS)
3. Rozsah NDT zkoušek.
4. Rozsah další podpůrných opatření - vyztužení, zamezení deformacím, polohování, rovnání, přípravky...
5. Kvalita a opravy.
Čím větší svar, tím větší riziko vady. Je nutno si uvědomit, že každá oprava takového svaru jsou desítky až stovky tisíc korun, navíc - u vyhrazených zařízení hrozí i výměna celého dílce, to pak jde o miliony. Je prostě potřeba takový svar udělat na první dobrou...
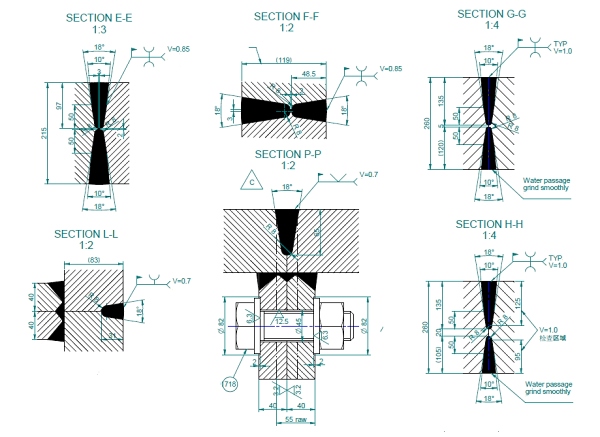
Svary skříně oběžného kola vodní turbíny tlouštěk 100 až 260 mm. Nezřídka se používají materiály jakostí S690Q, P690QL, P900 QL, FeMnAlC, Hardoxy 700, 900, 1300... tak co, troufli byste si na technologický postup ?
Nápověda:
01: Ustavit v polohovadle segmenty do max hmot. 20t. Zajištení distančníků, podložení, posuvů a příprava lešení.
02: Přejímka BOZP lešení, zajištění kusů proti posunutí, kontrola OŘJ slícování, rozměrová kontrola, kontrola IWT před započetím práce...
03: STEHOVÁNÍ:
03a. Stehování není dovoleno, díly se složí pomocí Chicago clamps. Pokud nelze použít Chicago clamps nebo svěrných šroubů, použijí se klíny a oka, přivaření ok pouze po předchozím písemném svolení klienta.
03b. Stehování a zapalování oblouku je dovoleno jen v svarové mezeře - prostoru budoucího svaru. Všechny stehy, které nejsou součástí budoucí konstrukce nutno před hotovením svaru odstranit. Po odstranění je nutno provést RT, UT, PT, VT dle možností a specifikace WPS pro dočasná stehová spojení.
03c. Stehování mimo svarový prostor pouze po předchozím písemném povolení klienta. Odstranění stehů pouze broušením F150-300, použití SiC brusiv není dovoleno, s následnou UT, MT zkouškou.
04 Předehřev není dovolen, nicméně pro kořenovou vrstvu se doporučuje osušení svarového prostoru při 50 - max.100 C...
05...
Podcenění technologie výroby
Jsou výrobky, kdy by jeden řekl, že to je tak jednoduché, že není co zkazit. Opak je pravdou. Je to až k neuvěření, ale děje se to v pravidelném počtu případů. Jedná se o výrobů zkružovaných rour velkých průměrů jako služba, kdy materiál většinou dodává zákazník. V praxi se to mu říká ringy, kroužky a tyto výrobky mají široké využití na pláště nádob, zásobníků, potrubí i nosných konstrukcí, aj. Použité tloušťky 5 - 150 mm závisí na možnostech zakružovačky, přičemž možnost zkružení je funkcí tloušťky X šířky X zkužovaného průměru.
Kroužek se zkruží, svaří ( V, X, U svarem dle síly) a poté kalibruje - překruží. Co by na tom bylo záludného ? Dosti často se stává, když zákazník dodává plech...blíží-li se průměr roury 2 metrům je jasné, že 6m délka plechu nebude stačit. Ano je možné dodat i plech 8, 10, 12, 18 ba i 24 metrový, jenže někdy se stane, že zákazník dodá plechy dva. Kalkuluje -li obchodník jeden podélný svar...má potom ve skutečnosti podélňáky dva a 4 konce na předohnutí, upálení přídavků a přípravu svarové hrany...Ztráta činí tak rovných 100%.
To samé nastane v případě kdy při silné tloušťce nebo houževnatém materiálu, nelze jeden plech - byť i dostatečně dlouhý zkružit na styk jedním podélňákem a musí se udělat styky dva. Tak schválně: Má se udělat roura - kroužek D 1000 mm šířka 2500 a tl. plechu 20 mm, materiál S235JR. Půjde to ? A co z nerezi 1.4541 ? A Hardox 400 ? Jsou na to výpočtové programy nebo aspoň 3D tabulky pro příslušné zařízení. Než sdělíte cenu je nutno přihlédnout , ke všem technologickým aspektům výroby.
PS: Samozřejmě, že to není všechno. Už se mi stalo, že klient veden snahou ušetřit na jednom podélňáku roury DN 3500 dodal sice "správně" jeden plech 12,5 dlouhý, přestože byl předem upozorňován, při kružení se druhý konec plechu musel přidržovat jeřábem a se to při tlouštce 12mm "svalilo" a plech se zlomil. Je tedy třeba znát mnohem více...
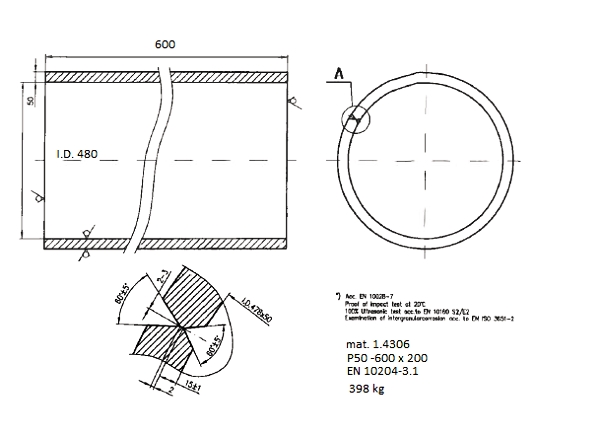
Úloha pro technology: Půjde to zkružit ? 50mm nerez plech 1.4306 poptávka z reálné výroby.
Roura jako takový polotovar není k mání. Výkovek také ne. Při výpočtu se ukázalo, že plech by bylo třeba předehřát nejméně na 900C. Při nižších teplotách nerezi můžou ještě zpevňovat, další dva kroužky stejných rozměrů byly dokonce z austenitu 1.4541... Kde to nahřeju? jak to budu manipulovat? Nepraskne mi válec v zakružce po vyžíhání ? Co BOZP ? Jak to po svaření vykalibruju ? Co PWHT a změna struktury materiálu ?
Poptávka byla zamítnuta.
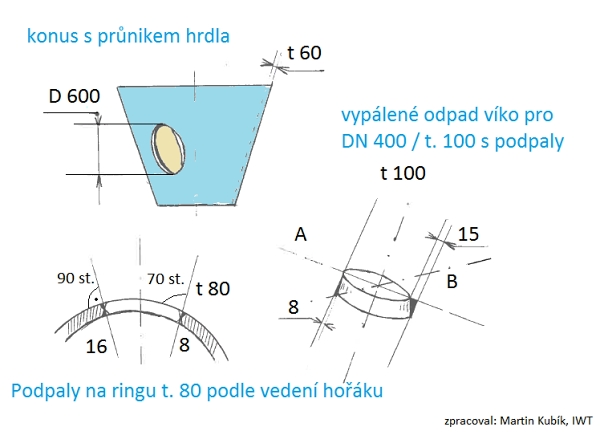
Podcenění technologie výroby - Průniky 3D dílců.
Tady už to je trochu vyšší level, ale možné ztráty v důsledku podcenění technologie bývají fatální. Jedná se o průstupy hrdel (roury) nebo jiných těles do silnostěnných kuželů. Je-li zkružený kužel ze síly materiálu tl. 20, nic se neděje. Udělá se šablona a vypálí se otvor. Jenže jakmile síla materiálu konusu stoupá, začíná se "dít něco divného". Už od tl. 40mm se po vypálení v otvoru objevuje několik hran, které spolu těžko nalícovat...
Teprve 3D model v příslušném konstrukčním programu ukáže, že např. při tl. 60 v otvoru spolehlivě vzniká dvojosý elipsoid a ješte jakoby dvakrát nad sebou pootočený (záleží na umístění - osové X mimoosové, úhlu zaústění atd.) a hrana je všechno jen ne kolmá a při kolmém vedení pálícího hořáku k povrchu konusu šablona počítaná jako prostý průnik dvou ploch nestačí a vzniknou podpaly až v desítkách milimetrů...Krátce řečeno, vypálený plný průměr udělá "lagu" a svařeči po přiložení hrdla mají tedy co vyvařovat.
Je-li tento výrobek z kategorie vyhrazených zařízení ( tlak, dynamika, zdvihací zařízení...) navíc ještě s mezioperační kontrolou zákazníka po sestehování před svařením...pak je vymalováno, protože to jde do šrotu. ( Ztráta se pohybuje kolem 500.000 Kč i více)
Řešením je 3D model před započetím práce, 3 ks šablon, vypálení menšího deklu než je jmenovitý průměr a strojní opracování proměnlivých hran v otvoru !!!
Svary nemožně navržené
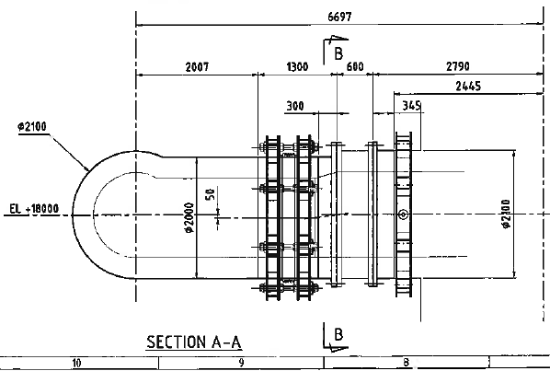
Tady toto je napohled normální šikmá odbočka na potrubí horkého větru odvod od kauperáků takzvaný T-kus. Co je na něm nenormálního ? Zákazník sám píše, že předchozí zhotovitel měl neskutečné problémy s nalícováním a zavařením svaru odbočky do přímé roury. Podíváme-li se níže je hned jasné proč.
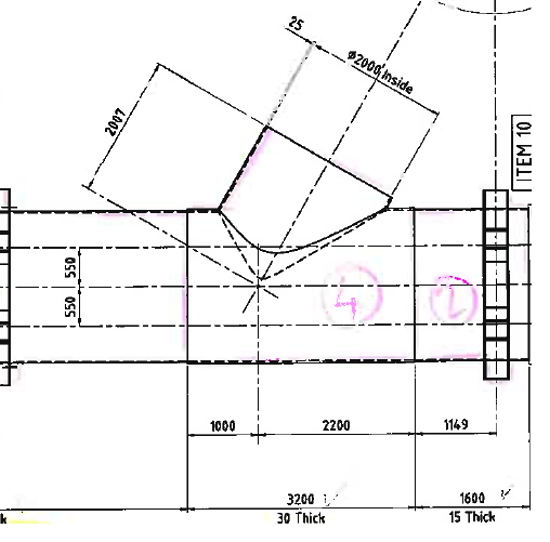
Protože se nám zde pronikají dva nestejné průměry, ale navíc ještě MIMO OSU, čili excentricky, je jasné, že vznikne těžko definovatelný proměnlivý úkos a už jen to narýsovat a napálit podle šablony ( musíte mít nejméně dvě šablony ) je mimořádně obtížné...Není divu, že v dolní úvrati vznikla mezera rovnající se pětinásobku síly materiálu....
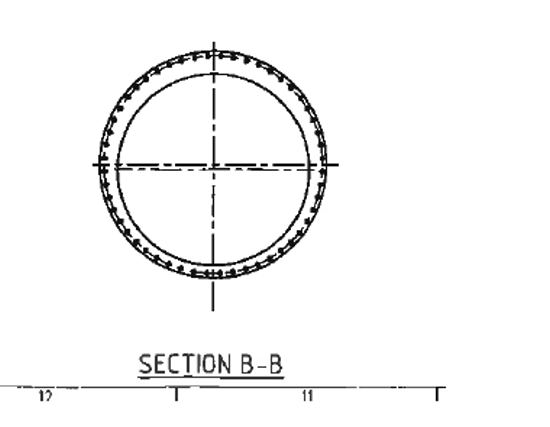
Rozum zůstává stát: Nejen že to někdo vyprojektuje, ale že se to i jiný snaží potom ještě vyrobit...Tady je ta nádhera celá vidět jasně. Projektanta snad k tomu vedl typizovaný rozměr kompenzátoru, ale proč řešit přechod z průměru 2100 na průměr 2000 a znova pokračovat průměrem 2100 - viz excentrická příruba sekce B-B obrázek výše, takovým nemožným způsobem? (Svářečům teda nebylo co závidět). Zajisté byla i WPSka vyhotovena a i podle ní se svařovalo...
A přitom stačilo tak málo - ponechat na T-kusu všude stejné průměry a z kruhového průřezu se snadno zmenšit těsně před kompenzátorem pomocí malého konusu s přírubou stavební šíře 200 mm. Za armaturou už pokračovat stejně ale obráceně- zvětšit potrubí přechoďáčkem 2000/2100 š.200.
Svary nedostupné a tudíž neproveditelné
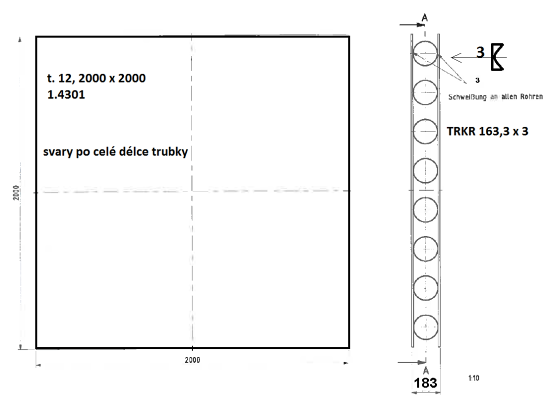
Kdyby bylo 1. apríla, tak bych tuhle nerezovou lahůdku bral. Jenže to přišlo v říjnu jako docela seriózní poptávka od velké seriózní americké firmy. Nic na tom není. Údajně jakásí pomocná podložná deska v počtu 10 ks. Dva nerez plechy 2x2m a mezitím hafo trubek...no moment jak to vlastně budem svařovat ???
Každému je (asi ne) jasné, že po zavaření svarů z jedné strany a přiklopení druhou deskou se na požadované svary už nepůjde dostat žádným způsobem. Po celé délce teda ne a ani způsob postupného skládání nevede k cíli. Máme sice prodloužené hořáky, ale i tak ne dosahu 1m a už ne vůbec v tak úzkém prostoru. Maximálně to trochu chytit na těch čelech kolik to půjde, o BOZP ani nemluvím.
Nacenil jsem tedy dvě varianty - vlastní s kompletně změněnými svary a pak 4 násobek této ceny dle původního zadání. Když apríl tak apríl. Zákazník se dosud neozval. Že by namísto podložných super desek nakonec použil dřevěné palety ?
Svary s proměnlivým tvarem, velikostí i typem profilu
pWPS, WPQR, WPS, technologický postup svařování, rozkyv, ampéry, napětí, úkosy a kořenová mezera v tolerancích...to jsou všechno skvělé nástroje jak zabezpečit jakost při svařování, jenže u následujícího výrobku se nic z toho nekonalo.
Objednatel: "Nějak to udělejte pro boha svatého..."
Svářečský dozor objednatele: Utekl.
Svářečský dozor zhotovitele: "Nějak to udělejte pro boha svatého..."
Nezávislý akreditovaný orgán: Utekl.
Výrobek: Nerezový žlab ostřiku okují na kontilití bram, t.6 mm délka 52 m v dílech které nebylo možno svařit ani na dílně, protože by se nevešly montážním otvorem do kanálu pod kontibramovou tratí.
Jediná věta ve WPS: "Svařenec má takový tvar, že nelze stanovit ani polohu svařování, ani typ svaru a svařovací metoda bude určena na místě podle toho jak to půjde..."
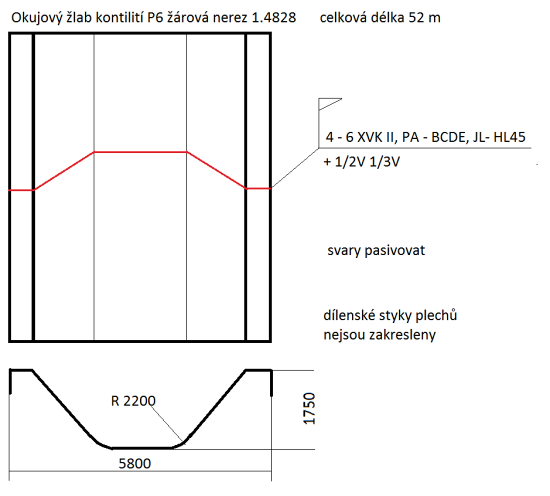
Při bližším ohledání výlisku vyjde najevo, že svar je s proměnlivým úkosem v různých místech se svařuje různě a tam kde se nejde dostat se přirozeně nesvařuje vůbec.
WPS jsem zakázal.
Původně požadovanou pasivaci svaru kyselinou HF jsem taky zakázal, aby se v tom kanále ještě někdo neotrávil.
A aby toho nebylo málo nakonec se svařovalo ještě ve vodě po kolena a pod vodou, protože to tam pořád odněkud teklo...že nikoho nechytnul el. proud je zázrak jak jsem tam viděl ty plavající zásuvky a rozvaděče...
Převzetí a zaplacení akce proběhlo bez problémů...
Závěr: Proměnlivé XVK svary jsou jevem vzácným, ale přeci se vyskytujícím. Nedá se všechno vtěsnat do šablon. Když na pylonu mostu přes Labe byl navržen hlavní přípojný svar 50W40-30VK tak se to postupně vyšňůrkovalo a NDT vyšly na 100%. Štěstí je mít opravdu dobré svářeče, neboť ani certifikáty v těchto případech nejsou zárukou, že to budou umět.